





Présentation
Auteur(s)
-
Delphine Mathilde COSME : Consultante technique, experte en assemblage des matériaux (plasturgie et métallurgie)
Lire cet article issu d'une ressource documentaire complète, actualisée et validée par des comités scientifiques.
Lire l’articleL'expertise technique et scientifique de référence
MOTS-CLÉS
soudure | film | feuille | géomembrane | matériaux polaires | haute-fréquence | soudure HF | PVC | thermoplastique | assemblage
DOI (Digital Object Identifier)
Cet article fait partie de l’offre
Métier : responsable bureau d’étude/conception
(370 articles en ce moment)
Cette offre vous donne accès à :
![]()
Une base complète d’articles
Actualisée et enrichie d’articles validés par nos comités scientifiques
![]()
Des services
Un ensemble d'outils exclusifs en complément des ressources
![]()
Un Parcours Pratique
Opérationnel et didactique, pour garantir l'acquisition des compétences transverses
![]()
Doc & Quiz
Des articles interactifs avec des quiz, pour une lecture constructive
Présentation
Page suivante![]()
Vous avez un assemblage de feuilles ou films à réaliser. Le choix de la technologie vous est imposé ou au contraire vous pouvez vous orienter vers une nouvelle technologie.
Vous avez au moins un thermoplastique qui compose votre assemblage et une compatibilité parfaite entre les matériaux pour répondre à votre cahier des charges. Pour plus de précision sur les compatibilités et plus particulièrement la tension de surface des matériaux voir la fiche 767.
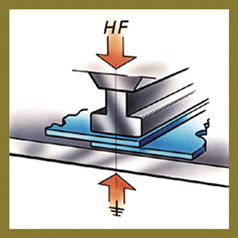
La soudure par haute fréquence permet des soudures complexes dans les formes, et l’esthétique est inégalable (marquage, soudure et découpe).
Vous recherchez :
- Une qualité esthétique irréprochable des soudures.
- Une intégrité parfaite des soudures (pas de bourrelet).
- Des soudures invisibles (soudure accessible mais continuité de la matière).
- Une soudure et une découpe en un coup de presse.
- La soudure de tube avec un film.
- La soudure d’un film sur de la mousse ou autre support.
- La réalisation de pièces en 3D.
Pouvez-vous ou devez-vous choisir la technologie de soudure par haute fréquence (HF) pour votre domaine d’application ?
Cette fiche ainsi que la fiche 1101 vous permettra éventuellement de :
- créer la matière qui répondra à votre cahier des charges à la soudure haute fréquence (HF) ;
- réaliser l’inventaire de tous les paramètres à prendre en compte ;
- apprécier tous les avantages et les inconvénients de cette technologie ;
- prévoir des actions de formation, le suivi qualité et les opérations de maintenance.
Étapes :
L'expertise technique et scientifique de référence
Cet article fait partie de l’offre
Métier : responsable bureau d’étude/conception
(370 articles en ce moment)
Cette offre vous donne accès à :
![]()
Une base complète d’articles
Actualisée et enrichie d’articles validés par nos comités scientifiques
![]()
Des services
Un ensemble d'outils exclusifs en complément des ressources
![]()
Un Parcours Pratique
Opérationnel et didactique, pour garantir l'acquisition des compétences transverses
![]()
Doc & Quiz
Des articles interactifs avec des quiz, pour une lecture constructive
Fiche
![]() Page précédente
Page précédente
Page suivante![]()
Fiches à lire
Aller plus loin
Sites internet
http://www.4polesformation.com : conseils et formation en soudure des matériaux plastiques
Produits et fournisseurs
Pour l’étude des champs électromagnétiques dans votre atelier :
www.cram.fr : contactez la CRAM de votre région
www.insr.fr : consultez les publications de l’INRS, dans la case recherche tapez les mots clés : machine perte diélectrique
Chaque fabricant de machine est spécialisé en fonction du domaine d’application, des matériaux et de la structure des matériaux. Quelques noms dans le domaine de la haute-fréquence situés en Europe :
www.reg.it : Reg Galbiati
www.balacchi.it : Romeo Balacchi
www.zemat.com : Zemat Technology Group
www.graisse-belleville.com : graisse au cuivre
Abréviations et acronymes
- HF : haute fréquence
- EVOH : éthylène-alcool polyvinylique, famille des polyoléfines
- EVA : éthylène-acétate de vinyle, famille des polyoléfines
Glossaire
- Plaques, feuilles ou films en matière plastique : Dans le domaine des plastiques, on désigne les matériaux minces par :
- films s’ils sont inférieurs à 500 μm ou 0,5 mm ;
- feuilles avec des épaisseurs comprises en 0,5 et 2,5 mm ;
- plaques pour les épaisseurs supérieures à 2,5 mm.
Thermoïonique : Une émission thermoïonique est un flux d’électrons provenant d’un métal ou d’un oxyde métallique, qui est provoqué par les vibrations des atomes dues à l’énergie thermique lorsque ceux-ci parviennent à surmonter les forces électrostatiques. L’effet croit de manière importante avec l’augmentation de la température, mais est toujours présent pour les températures au-dessus du zéro absolu. La science en rapport avec ce phénomène est la thermoélectricité. Les particules chargées sont appelées « thermions » (définition Wikipedia).
Facteur de Soudabilité (Fs) : Valeur permettant de déterminer si un matériau est soudable par haute fréquence et avec quelle réactivité. Le facteur de soudabilité est le produit de la constante diélectrique ∁ et de la tangente de l’angle de perte du matériau tanδ : Fs = ∁ x tanδ.
Cet article fait partie de l’offre
Métier : responsable bureau d’étude/conception
(370 articles en ce moment)
Cette offre vous donne accès à :
![]()
Une base complète d’articles
Actualisée et enrichie d’articles validés par nos comités scientifiques
![]()
Des services
Un ensemble d'outils exclusifs en complément des ressources
![]()
Un Parcours Pratique
Opérationnel et didactique, pour garantir l'acquisition des compétences transverses
![]()
Doc & Quiz
Des articles interactifs avec des quiz, pour une lecture constructive
Annexes
![]() Page précédente
Page précédente
