



L’excellence en matière de conception est un objectif majeur pour le groupe Cisco Consumer Business Group (produits électroniques grand public). Aussi la société a-t-elle récemment établi un Centre de Conception européen à Copenhague, au Danemark. Ici, elle poursuit la vénérable tradition de la conception scandinave : fonctionnalités, simplicité, prix abordable et esthétique de conception. Cette tradition impose que l’ingénieur tienne son prototype entre les mains, qu’il en sente physiquement les proportions et qu’il s’assure que la forme s’adapte parfaitement à la fonction.
Archives

Consommation d’énergie réduite de 27 % grâce à un variateur de vitesse
Comment réduire la facture énergétique d’une chaîne de machines de moulage par injection ? Tel était le problème auquel était confronté le premier fournisseur européen d’emballages en plastique rigide fournissant une gamme de bouteilles et de bocaux à large ouverture en polyéthylène téréphtalate (PET) pour l’agroalimentaire. Celui-ci devait en effet contourner une contrainte majeure.

L’industrie mondiale des composites : structure, tendances et innovation
Selon le groupe JEC, qui vient de publier l’étude »

La modernisation du poste de travail : un enjeu grandissant
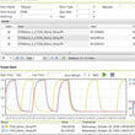
Le poste de travail est plus que jamais au centre de toutes les attentions au sein des directions des systèmes d’information. En effet, véritable outil stratégique, il est au cœur des processus d’échanges et de travail dans l’entreprise. En ce sens, il doit permettre d’être toujours plus productif et réactif.
un client léger est un navigateur Internet, présentant à l’utilisateur des applications publiées sur un serveur central à partir de son poste local (poste léger) et permettant d’y accéder via une interface Web ;
un client léger est un agent paramétrable, déployé sur un poste local (poste lourd), permettant à l’utilisateur d’accéder à des applications publiées sur un serveur central via des accès client-serveur.
PC : 343,73 kWh client léger : 44,47 kWh client léger + serveur + air conditionné : 161,61 kWh.
Les promesses industrielles de la surfusion
La surfusion est un état de la matière qui ne peut se produire qu’avec un liquide très pur et ne contenant pas de germes cristallins. La pureté extrême du liquide ne permet pas à la cristallisation de prendre, autrement dit au liquide de geler, alors que la température est inférieure à son point de congélation. Les nuages de haute altitude sont un bon exemple de ce phénomène : ils sont constitués de minuscules gouttelettes d’eau qui, en raison de la pureté de l’air, ne forment pas de glace malgré de très basses températures. L’arrangement des atomes, très chaotique, et l’absence de germe cristallin pour déclencher le processus de cristallisation sont à l’origine du phénomène. Qu’un avion traverse le nuage et les gouttelettes d’eau vont s’accrocher à sa structure, qui possède des impuretés, déclencher très rapidement le processus de cristallisation et former de la glace. C’est pour cette raison que certains avions sont équipés de systèmes de dégivrage.
A l’origine, une structure pentagonale
Si la surfusion a été découverte dès 1724 par Fahrenheit, de nombreuses questions sur son mécanisme restent encore aujourd’hui sans réponse. Actuellement, les théoriciens postulent que la structure interne des liquides pourrait être incompatible avec la cristallisation. Des modèles théoriques suggèrent que les atomes dans les liquides s’organisent en pentagones. Or, pour former un cristal, il faut une structure qui puisse être répétée périodiquement, de façon à remplir tout l’espace, ce que la forme pentagonale ne permet pas. Couvrir sans interruption un plancher avec des pavés pentagonaux est impossible alors que cela l’est avec des pavés triangulaires, rectangulaires ou hexagonaux. Pour que la cristallisation puisse avoir lieu, la structure pentagonale doit être cassée afin que les atomes se réarrangent.
Jusqu’à aujourd’hui, la preuve expérimentale que ces structures pentagonales pouvaient être la cause de la surfusion n’avait pas été apportée. En étudiant par rayonnement synchrotron un alliage de silicium et d’or à l’état liquide, les chercheurs ont pu prouver que l’ordre pentagonal était à l’origine de la surfusion. » Nous avons étudié ce qui se passe dans un liquide en contact avec une surface sur laquelle une structure de symétrie 5 peut être réalisée (une surface de silicium 111 avec un revêtement spécial), explique Tobias Schülli, premier auteur de l’article paru dans la revue Nature du 22 avril 2010. Nos expériences montrent qu’une surfusion très importante, inobservée dans ces alliages jusqu’à aujourd’hui, se produit sur une telle surface. Nous avons fait la même expérience avec des surfaces de silicium présentant une symétrie 3 ou 4 et dans ces cas, la cristallisation a eu lieu à des températures bien plus élevées. »
De nouvelles applications industrielles
C’est au cours de travaux sur la croissance de nanofils de semi-conducteurs que les chercheurs ont découvert cette propriété des liquides qui favorise la surfusion. En observant le premier stade de croissance de nanofils, ils ont pu constater que l’alliage métal/semi-conducteur utilisé restait liquide à une température bien inférieure à son point de cristallisation, et ont décidé d’explorer le phénomène. Ces alliages liquides attirent beaucoup l’attention car ils permettent la croissance de structures semi-conductrices à des températures de croissance faibles.
Les nanofils de semi-conducteurs sont des candidats prometteurs pour de futurs dispositifs. A titre d’exemple, les chercheurs travaillent sur l’intégration de nanofils de silicium en nanoélectronique ou dans les cellules solaires photovoltaïques, ce qui permettrait d’augmenter le rendement de ces dernières. La surfusion pourrait aussi avoir des applications métallurgiques. Elle permettrait de mettre au point certains alliages à plus basse température.

Palmarès des brevets : l’automobile creuse l’écart
PSA Peugeot Citroën, Renault, L’Oréal. Les trois « champions » occupent cette année encore la tête du palmarès 2009 des brevets publiés en France, réalisé par l’INPI. Dans le top 25 des publications, les grands secteurs industriels français sont représentés (automobile, cosmétique, aéronautique, électronique, chimie, télécommunications) ainsi que trois organismes de recherche (CEA, CNRS, IFP). Ce classement concerne les brevets déposés entre le 1er juillet 2007 et le 30 juin 2008, le délai légal de publication étant de 18 mois. Il ne reflète donc pas les conséquences de la crise économique actuelle.

Quelles relations entre l’enseignement supérieur et la recherche ?
Alors qu’universités, écoles, organismes publics de recherche, administrations centrales et agences font l’expérience de leurs propres réformes, l’avenir de chacun demeure lié à celui des autres. Il leur reste à inventer ensemble des formes nouvelles d’organisation, d’échange et de travail. Des établissements d’enseignement supérieur et de recherche plus autonomes, aux moyens renforcés, sont appelés à se déployer dans le cadre de pôles plus ou moins intégrés. Il leur faut articuler leurs activités de recherche avec des organismes qui se reconfigurent eux-mêmes en profondeur.

Alimentation récupératrice d’énergie piézo-électrique
Solution complète à récupération d’énergie, optimisée pour des sources de faible puissance, incluant les capteurs piézoélectriques, le LTC3588-1 de Linear Technology intègre un redresseur en pont, à faibles pertes, avec un convertisseur abaisseur à haut rendement. Il récupère l’énergie des vibrations ambiantes via des capteurs piézo-électriques et la convertir ensuite en une tension de sortie régulée pour l’alimentation des microcontrôleurs, des capteurs, des convertisseurs de données et composants de transmission sans fil.

Comment Lanxess fait la chasse au CO2 et au N2O
Entre 2007 et 2009, le groupe chimique de spécialités Lanxess a déjà réduit de plus de 50 % ses émissions directes de gaz nuisibles au climat qui sont passées de 3,5 millions à 1,5 million de tonnes d’équivalent CO2 entre 2007 et 2009. Cette année verra la mise en service de 4 centrales de cogénération brûlant de la bagasse, de la biomasse ou du gaz naturel et une deuxième unité de réduction du protoxyde d’azote.« Cette année, nous continuerons à agir dans la droite ligne des bons résultats obtenus jusqu’à présent, en menant une offensive mondiale de réduction des émissions et en mettant en service quatre unités de production d’énergie respectueuses des ressources naturelles », a déclaré Rainier van Roessel, membre du directoire de Lanxess AG.
La première étape est l’inauguration de la nouvelle centrale de cogénération produisant de l’électricité et de la vapeur sur le site de Porto Feliz, au Brésil. Le Groupe y produit sous la marque Bayferrox des pigments minéraux essentiellement utilisés dans le BTP, l’industrie des peintures et vernis, mais aussi dans les matières plastiques, les toners et le papier. Il a investi environ 8 millions d’euros dans la construction sur son site d’une centrale fonctionnant à la bagasse, le résidu fibreux du traitement de la canne à sucre par l’industrie sucrière.Grâce à l’utilisation de ce combustible renouvelable et respectueux de l’environnement, la production d’énergie est absolument neutre en CO2, puisqu’elle ne dégage que le CO2 fixé par la plante pendant sa croissance. Le démarrage de la nouvelle centrale dont le rendement atteint 90% marquera la suppression quasi complète des émissions de gaz nuisibles au climat sur ce site de Lanxess. En 2010, les émissions annuelles seront inférieures d’environ 44 000 tonnes de CO2 au niveau de 2002.
Trois autres centrales de cogénération assurant une production d’énergie respectueuse des ressources naturelles entreront en service en 2010 en Inde et en Belgique. Ces projets représentent un volume d’investissement total de plus de 70 millions d’euros répartis sur plusieurs années. La centrale en construction à Nagda, en Inde, affranchira les unités de production du site de tout approvisionnement externe en électricité. La centrale, qui produira 4 MW d’électricité et jusqu’à 45 t/h de vapeur, brûlera de la biomasse et réduira à zéro les émissions nettes de dioxyde de carbone. Lanxess construit actuellement sur son deuxième site de production indien de Jhagadia, une nouvelle usine de résines échangeuses d’ions, qui produira sa propre énergie dans une unité avec un combustible respectueux de l’environnement, le gaz naturel.Enfin, il modifiera aussi cette année l’approvisionnement en énergie de son site belge de Zwijndrecht. L’entreprise mettra ainsi en service avec le groupe énergétique belge Electrabel une centrale de cogénération au gaz naturel qui approvisionnera l’unité de production de caoutchouc de Lanxess en vapeur et en électricité. Cette centrale qui aura un rendement de 90 %, réalisera par rapport à la solution actuelle des économies de CO2 de 80.000 tonnes par an.
Dès 1992, l’unité de production d’acide adipique de Krefeld-Uerdingen était dotée d’une installation de fractionnement thermique du protoxyde d’azote (N20), un gaz 310 fois plus nocif pour le climat que le dioxyde de carbone. Dans l’installation, le protoxyde d’azote issu du flux de gaz émis par la production d’acide adipique est d’abord fractionné, lors d’une première phase de combustion à des températures élevées dépassant les 1 000 °C, en ses composants (oxygène et azote). Les résidus encore présents sont entièrement éliminés dans une chambre de combustion en aval. La chaleur dégagée produit de la vapeur exploitée dans le réseau du pôle de chimie.Cette installation était dimensionnée pour traiter l’intégralité du flux de gaz hilarant généré par la production d’acide adipique mais des opérations de maintenance et des pannes techniques ont parfois provoqué des arrêts du système et donc une émission de protoxyde d’azote. Ce volume résiduel entrait toutefois dans le cadre des émissions allouées mais Lanxess n’en a pas moins décidé de construire une seconde installation de réduction thermique voisinant avec la première. La nouvelle unité de réduction de gaz hilarant, officiellement inaugurée en mars 2009, complète l’unité existante (les 2 installations fonctionnent en parallèle, compensant ainsi d’éventuelles défaillances). Elle neutralise chaque année quelque 5 000 tonnes de gaz hilarant, soit annuellement 1,5 million de tonnes d’équivalent CO2. Comme l’a récemment confirmé l’autorité allemande de régulation des marchés de droits d’émission (DEHSt), Lanxess décompose avec ces deux unités pratiquement l’ensemble du gaz hilarant produit, soit, en fonction du niveau d’utilisation des capacités, de 5 à 10 millions de tonnes d’équivalent CO2 par an. Résultat, l’objectif fixé pour l’Allemagne, une réduction de 80 % d’ici 2012 par rapport à 2007, est déjà atteint, les émissions annuelles étant passées d’environ 1,9 million de tonnes d’équivalent CO2 à moins de 0,3 million de tonnes.Marc CHABREUIL

Fiches d’exposition des salariés : les conseils d’un médecin du travail
Comment bien remplir une fiche d’exposition des salariés et assurer un suivi dans le temps de chaque poste ? Christian Guenzi, médecin du travail chez Total Petrochemicals et coordonnateur des programmes d’hygiène industrielle revient sur son expérience et apporte quelques conseils clés. Il insiste notamment sur la nécessité de bien respecter les règles de statistique pour réaliser les prélèvements des différents groupes homogènes d’exposition. Autant d’éléments qu’ils détaillera, le 30 juin à Paris, dans le cadre du rendez-vous du risque chimique intitulé » Risque chimique 2010 : comment s’organiser pour tenir les délais ? « , organisé par Techniques de l’Ingénieur en partenariat avec Quick-FDS (voir l’encadré).
Techniques de l’Ingénieur : Quels sont vos conseils pour bien remplir une fiche d’exposition des salariés ?
Christian Guenzi : Il faut s’assurer d’une certaine validité statistique de la métrologie faite. On ne peut pas se contenter d’un ou deux prélèvements tous les deux ou trois ans. C’est le sens du décret du 15 décembre 2009. Dans mon établissement, nous effectuons environ 500 prélèvements par an sur le site. Pour un groupe homogène d’exposition, c’est-à-dire un ensemble de salariés dans des conditions d’exposition similaires, cela revient à 7 valeurs par an. Chaque prélèvement se fait auprès d’un échantillon de salariés.
Quels sont les écueils à éviter ?
Le premier écueil est de ne pas avoir un nombre de prélèvements suffisant. Ensuite il faut veiller à la validité de la méthode déployée pour le prélèvement et l’analyse. Les prélèvements sont effectués en interne ou en externe mais ils doivent toujours être validés par un organisme extérieur pour tous les produits à valeur limite contraignante. Par ailleurs, il est souvent difficile d’avoir une évaluation très fine pour un produit avec un seuil de détection et une valeur limite proches. Par exemple, si le seuil de détection est à 0,1 ppm (parties par million) et que la valeur limite est à 0,5, la marge d’erreur est forte. Si la valeur limite est à 100, on pourra plus facilement tirer des conclusions en termes de probabilité de dépassement de la VLEP (valeurs limites d’exposition professionnelle). Il faut veiller également à couvrir les activités non récurrentes de maintenance en particulier et associer les sous-traitants et entreprises extérieures à la démarche d’évaluation des risques.
Comment les résultats sont-ils diffusés ?
Le CHSCT a accès au résultat. Au niveau médical, le service de santé envoie aux salariés concernés leur résultat personnel. Lorsqu’on constate des dépassements, on est amené à remettre en perspective les résultats avec le salarié. On échange avec le responsable d’atelier pour comprendre ce qui s’est passé et chercher à éviter les dépassements. Le service HSE et le service de santé assurent l’archivage et la traçabilité des résultats. Un logiciel spécifique d’hygiène industrielle permet de réaliser les calculs statistiques et d’éditer les fiches individuelles d’exposition. Enfin, le bilan annuel est largement diffusé au niveau de l’établissement.
Comment est assuré le suivi au cours de la carrière du salarié ?
Les fiches individuelles d’exposition apparaissent dans le dossier médical. Si un salarié change d’établissement, le dossier le suit avec son accord. S’il quitte l’entreprise, le médecin du travail est tenu de remettre une fiche médicale de liaison à son nouveau médecin du travail. En cas de fin de carrière ou de fin d’activité, on remet une attestation d’exposition au salarié pour son suivi médical et pour faire valoir ses droits en cas de problème.
Comment le médecin du travail se positionne-t-il par rapport au responsable HSE (hygiène, sécurité et environnement) ?
Le médecin du travail et le responsable HSE travaillent en tandem au cours des différentes étapes : évaluation du risque, établissement du plan de contrôle, interprétation et diffusion des résultats. Pour que cela se passe au mieux, il faut bien se connaître. Chez Total Petrochemicals, je suis dans une situation privilégiée car toujours sur le même site avec les mêmes interlocuteurs et une certaine constance dans l’organisation. C’est plus difficile pour un médecin intervenant dans plusieurs entreprises avec des cultures et des pratiques propres.
Vous êtes chargé de coordonner les programmes d’hygiène industrielle. Est-ce un rôle courant pour un médecin du travail ?
C’est une évolution de notre métier, qui n’est plus uniquement basé sur un rôle médical mais qui comporte aussi une dimension d’animation d’une équipe pluridisciplinaire. Pour un médecin, il s’agit d’une compétence particulière à acquérir qui n’est pas ou peu développée dans sa formation médicale. Son degré d’intervention sur la partie prévention primaire dépendra de sa disponibilité, des compétences qu’il aura acquises et de sa motivation. Cela dépendra également du type d’activité des entreprises dont il a la charge, il pourra être nécessaire d’avoir une orientation plus ergonomique ou de se spécialiser dans le risque radiologique, on ne peut évidemment pas tout faire. Pour le risque chimique il faut au moins être capable d’interpréter et de critiquer, au besoin, les résultats d’évaluation des risques qui nous seront présentés.
Propos recueillis par Corentine Gasquet
Formation Techniques de l’Ingénieur
Christian Guenzi reviendra sur toutes ces questions dans le cadre du rendez-vous du risque chimique qui aura lieu le 30 juin à Paris intitulé « Risque chimique 2010 : comment s’organiser pour tenir les délais ? », proposé par Techniques de l’Ingénieur.
Pour aller plus loin
Dans IT online :
- Comment établir une fiche d’exposition des salariés
- Comment Safran adapte sa gestion des FDS aux exigences de REACH
- Gestion du risque chimique : comment mettre en oeuvre vos obligations ?
- Le rôle primordial des FDS
- Gestion du risque chimique : quelles sont les exigences incontournables ?
Dans les bases documentaires :
- Toxicologie industrielle – Détection et surveillance
- Prévention des risques professionnels – Acteurs de la prévention

La virtualisation : économie, écologie et performance
Baisse des coûts, effort de rationalisation des ressources et forte flexibilité sont autant d’atouts de la virtualisation. Pré-requis majeur de toute solution de haute disponibilité, elle s’étend maintenant au poste de travail dont elle simplifie les déploiements et la maintenance. Cependant, avertit Frédéric Favelin, responsable RetD chez CELESTE, les contraintes d’utilisation et les performances rendent sa généralisation parfois complexe si le très haut débit n’est pas au rendez-vous.
les isolateurs : ce système permet d’isoler l’exécution des applications dans des zones d’exécution. Cette solution est très performante, l’exécution étant directement effectuée sur le système hôte, mais elle ne permet pas de virtualiser complètement le système – les environnements n’étant pas complètement isolés. Cette solution est uniquement présente dans le monde UNIX et on peut donner comme exemples chroot, solaris containers ; la virtualisation en espace utilisateur : cette solution exécute un système dans le même espace que votre utilisateur et sa performance est relativement médiocre. Elle est uniquement présente sur les systèmes Linux et est utilisée pour le développement de noyau (par exemple : User Mode Linux) ; les machines virtuelle : c’est en réalité un logiciel qui émule ou virtualise une machine réelle : il permet la simulation du comportement réel d’un système d’exploitation sur des architecture différentes mais sur un même système hôte. Le logiciel virtualise et/ou émule également le matériel: les systèmes d’exploitation démarrés sur la machine croient dialoguer directement avec le matériel. Même si le logiciel a un coût en performance assez lourd, l’avantage principal de ce système est de faire fonctionner en parallèle des systèmes d’exploitation hétérogènes sur une même machine (isolation totale). Prenons comme exemple Virtual Box (Sun) ; la para-virtualisation : technologie actuellement la plus mature et la plus performante, le système de para virtualisation ou hyperviseur fonctionne comme les machines virtuelles mais c’est le système d’exploitation qui émule directement la machine virtuelle (Xen / Citrix). L’inconvénient reste de ne pouvoir distinguer ce qui est émulé ou non (cad relevant du système hôte) ; la virtualisation matérielle : mise en œuvre par les fabricants de processeurs ou de machines, cette technologie permet la virtualisation sans système hôte. Très performante mais peu flexible (versus la para virtualisation) et onéreuse, elle consiste en solutions ou serveurs propriétaires extrêmement liées à l’architecture matérielle. C’est donc une machine dédiée qui ne sert qu’à la virtualisation.
une bonne évaluation de la puissance nécessaire au serveur hôte (processeurs, mémoire vive), sachant que le système de virtualisation consomme à lui tout seul de 5 à 10 % des ressources d’un serveur ; une sauvegarde renforcée des données / machines physiques : si une machine physique chute, plusieurs services deviennent indisponibles ; une connexion haut débit sécurisée au débit garanti dans le cadre d’un projet de virtualisation avec client léger

Un biocapteur ultra-rapide détecte et quantifie les protéines
Le groupe d’électronique japonais Fujitsu vient de présenter un tout nouveau capteur biologique qui fait appel à une méthode électrochimique inédite. Capable de détecteur la présence et la quantité de protéines 100 fois plus rapidement que les méthodes classiques et exigeant des échantillons 100 fois moins importants, ce biocapteur devrait permettre d’anticiper les risques médicaux, d’améliorer la sécurité alimentaire et d’accélérer la prévention sanitaire.
L’historisation embarquée des données de production
Un module d’historisation installé directement dans le châssis d’un contrôleur d’automatisme enregistre à haute cadence les performances de la machine contrôlée et permet aux responsables de production d’établir des tableaux de bord et des indicateurs de performances.

L’aluminium-lithium séduit la Nasa
Après deux ans d’études des différents matériaux, notamment les composites, ce sont les alliages de faible densité d’

Halte aux vérifications de sécurité factices
Depuis des années, l’Afim s’inquiète de la dérive de politiques d’achat qui mettent à mal les organismes de contrôle et qui conduisent à des rapports de vérification dénués de pertinence qui ne garantissent plus la sécurité et la santé des personnes et des équipements. Une récente analyse de la Cram des Pays-de-la-Loire concernant la sécurité sur un parc de 300 Plates-formes Élévatrices Mobiles de Personnel (PEMP) en service semble justifier ses inquiétudes. En effet, cette opération a mis en évidence de nombreuses anomalies : absence de la notice d’utilisation, du carnet de maintenance, du rapport de contrôle, de la vérification d’adéquation avant usage, de formation des utilisateurs…
en lui préparant toute la documentation nécessaire ; en lui donnant les moyens d’assurer sa mission (charges, moyens d’accès…) ; en lui donnant accès aux locaux ou aux équipements à vérifier ; en l’accompagnant dans sa démarche…
des compétences adaptées aux vérifications de sécurité avec des techniciens qualifiés de niveau III (BTS ou DUT) dont les taux horaires doivent correspondre à ces qualifications ; l’avis des services en charge de la maintenance et de la sécurité qui doit primer sur celui des achats ; des organismes de contrôle qui refusent des marchés conduisant inévitablement à des vérifications factices.

Ressorts de compression : une résine concurrence le métal
Lee Spring Company LLC, un des principaux fabricants mondiaux de ressorts mécaniques depuis 1918, vient devancer ses concurrents grâce à sa nouvelle technologie utilisant un matériau plastique technique. Les ressorts en composite plastique LeeP sont en effet moulés à partir de la résine Ultem de SABIC Innovative Plastics. Figurant parmi les premiers ressorts jamais fabriqués en plastique technique hautes performances, ces ressorts de compression offrent des avantages majeurs par rapport aux ressorts en alliage métallique traditionnels.
Record de puissance pour une biopile
De manière générale, améliorer les performances des dispositifs électrochimiques (capteurs, biopiles, actionneurs…) nécessite de concevoir des électrodes dont les matériaux répondent à des exigences de plus en plus strictes. Le transport de matière dans l’électrode doit-être le plus faible possible et la surface spécifique des matériaux qui constituent l’électrode doit, elle, être très importante, pour augmenter la surface réactionnelle. Comment jouer avec ces deux paramètres pour augmenter la quantité de courant fournie par la pile ?

Le stockage des produits chimiques
Chaque mois, Techniques de l’Ingénieur s’associe aux Editions Tissot, spécialiste depuis 35 ans en droit du travail, pour faire le point sur une question particulière relative à la gestion des risques chimiques (voir l’encadré). Ce mois-ci, focus sur le stockage des produits chimiques. Comment repérer les incompatibilités ? Quelles règles de stockage respecter ? Le point.
La manipulation et le stockage des produits chimiques utilisés dans l’entreprise présentent des risques comme l’incendie et l’explosion, mais peuvent aussi être dommageables pour la santé. Des précautions sont donc à prendre. Voici les principales étapes à respecter.

Détails de la procédure
Etape 1 – Lister tous les produits
L’objectif de cette 1ère étape est de lister, puis d’identifier, les caractéristiques des produits chimiques stockés et utilisés sur le site. Il est nécessaire de se reporter :
- à l’étiquetage de votre produit ;
- à la rubrique 10 de la Fiche de données de sécurité (incompatibilité du produit et sa réactivité).

Il peut parfois arriver que l’étiquetage du produit ne corresponde pas aux informations de la Fiche de données de sécurité (FDS). En cas de doute, demandez à votre fournisseur. Cela peut être dû à une erreur d’étiquetage ou de rédaction de la FDS, à une évolution de la composition du produit et peut-être des caractéristiques, etc.
Etape 2 – Repérer les incompatibilités
Pour repérer les incompatibilités des produits, il est nécessaire de se reporter à un tableau pour comparer leurs caractéristiques. Cela permettra d’identifier les produits que vous pourrez stocker ensemble et donc de penser à l’aménagement du stockage des produits chimiques.
Il existe trois catégories de produits :
- les produits pouvant être stockés ensemble (symbole +) ;
- les produits ne pouvant être stockés ensemble que si certaines conditions sont appliquées, comme par exemple de faibles quantités (symbole O) ;
- les produits ne pouvant pas être stockés ensemble (symbole –).

Etape 3 – Stocker les produits en tenant compte de leur incompatibilité
Si un produit comporte plusieurs risques, la priorité est à prendre en considération selon l’ordre suivant :
- comburant ;
- inflammable ;
- corrosif ;
- toxique ;
- nocif / irritant.
Attention au cas particulier des acides, qui doivent impérativement être stockés séparément des bases.

Notre conseil
Veillez à ce que les étiquettes ne soient jamais enlevées des emballages
Ne transvasez pas non plus les produits hors de leur emballage d’origine : vous risqueriez de ne plus savoir quels sont les risques associés au produit.
Respectez quelques règles simples
Les produits dangereux sont à stocker dans des zones convenablement aménagées (rétention, aération, etc.) et dont l’accès est limité (sous clef par exemple). Les produits incompatibles sont séparés physiquement.
Les produits chimiques doivent être rangés dans des zones identifiées afin d’éviter les mélanges.
Privilégiez les petits conditionnements afin de limiter les transvasements, les quantités stockées et donc les conséquences des incompatibilités.
Source : Schémas commentés santé sécurité au travail > Le stockage des produits chimiques
Editions Tissot : droit du travail – convention collective syntec
Ce sujet vous intéresse ?
– Téléchargez gratuitement notre dossier consacré au CHSCT : la réduction des accidents de travail et des maladies professionnelles
– Quelles démarches accomplir lors d’un accident du travail ? [Les salariés accidentés du travail ou atteints d’une maladie professionnelle > démarches accident travail]
– Télécharger gratuitement la convention collective Syntec
En partenariat avec les Editions Tissot
Spécialiste en droit du travail depuis 35 ans, les Editions Tissot vous proposent de découvrir leurs publications en santé sécurité au travail et les conventions collectives relatives à votre domaine d’activité.
Liste indicative de produits chimiques incompatibles
(En raison du grand nombre de substances dangereuses, cette liste est limitée aux exemples les plus courants)

Symboles présents sur les étiquettes de produits dangereux

Découvrez les formations Techniques de l’Ingénieur :

La physique quantique au service de la cryptographie
Des chercheurs de l’Université Libre de Bruxelles (ULB) ont conçu un nouveau type de générateur de nombres aléatoires, pour des communications sécurisées et d’autres applications, qui est cryptographiquement sûr et dont le caractère aléatoire est certifié par les lois de la physique quantique.
R et D : panorama et tendances d’une fonction en transformation
Premier constat de l’enquête de PricewaterhouseCoopers sur « l’innovation et la performance de la RetD » élaborée fin 2009 sur la base d’une trentaine entretiens qualitatifs avec des responsables et dirigeants R&D complétés par des analyses d’experts de PricewaterhouseCoopers, l’innovation dans l’entreprise connaît une véritable transformation. La R&D est désormais au cœur de l’organisation et des dispositifs pour profiter de la reprise économique est en pleine rationalisation.

LRP La Palette Rouge mise sur le vert
LRP (Logistic Packaging Return LPR), qui a retrouvé son nom d’origine LRP La Palette Rouge, a mené ces dernières années une réflexion en termes de développement durable et engagé différentes démarches en ce sens. Il a réalisé, sous le contrôle de l’ADEME, un bilan carbone pour évaluer les émissions de gaz à effet de serre générées par son activité au niveau européen (fabrication, gestion des dépôts, déchets, transports, etc.). L’objectif est tout à la fois d’anticiper les évolutions réglementaires, d’initier une démarche développement durable, et de comparer les émissions de différents systèmes de gestion de palettes (location- gestion et échange) et les matériaux utilisés pour la fabrication de celles-ci (bois et plastique).Les conclusions de cette étude sont claires : la palette en bois gérée en pool émet moins de gaz à effet de serre que le système d’échange de palettes ou la palette plastique :
- par rapport au système d’échange : la gestion en pool émet environ 50 % de gaz à effet de serre en moins, grâce à une meilleure organisation du transport ;
- par rapport à la palette plastique : l’écart est beaucoup plus important encore. En effet, le plastique est fabriqué à base de pétrole et la fabrication d’une palette plastique est, de plus, très énergivore. » On parle souvent des palettes plastiques et de leurs avantages écologiques en évoquant la possibilité de les recycler. Ceci est totalement erroné car on ne tient pas compte de l’énergie nécessaire pour fabriquer une palette plastique « , explique Torsten Wolf, Président de LPR. La fabrication d’une palette plastique émet près de 20 fois plus de gaz à effet de serre que celle d’une palette bois ! L’étude le démontre : le bois est le seul matériau avec un bilan carbone à zéro. Un arbre absorbe autant de gaz à effet de serre pendant sa croissance que le bois de la palette en émet pendant toute sa durée de vie. A une condition : le bois utilisé pour la fabrication des palettes doit provenir d’une exploitation forestière durable ! «
Forte de ce constat, La Palette Rouge a engagé une démarche pour faire certifier PEFC (Programme for the Endorsement of Forest Certification) ses activités La Palette Rouge est aujourd’hui la seule société du secteur de la location-gestion de palettes à avoir obtenu cette certification qui est valable pour 5 ans. Elle lui permet d’offrir une prestation qui garantit des palettes fabriquées à partir de bois issu de forêts gérées de façon durable. On entend par gestion forestière durable, une utilisation et une exploitation des forêts qui respecte et favorise le maintien de la biodiversité et de leur capacité de régénération. L’objectif est de » maîtriser les effets écologiques, économiques et sociaux des activités humaines sur les forêts et d’en préserver les ressources. »
Même les prestataires sont impliqués
L’obtention de la certification PEFC répond à un processus rigoureux. Le bois doit provenir d’une forêt certifiée. Une chaîne de contrôle est mise en place dès la récolte et à toutes les étapes, de la chaîne de transformation jusqu’au produit final pour s’assurer de l’application des règles PEFC. L’adhérent est tenu d’adapter la gestion de ses approvisionnements et sa chaîne de fabrication à ces exigences. Torsten Wolf résume : » Concrètement, une palette locative est certifiée PEFC si son bois provient d’une forêt certifiée PEFC, passe entre les mains d’un scieur certifié PEFC, d’un fabricant certifié PEFC et enfin d’un loueur de palettes certifié PEFC. « La Palette Rouge a dû revoir ses processus internes et mettre en conformité son réseau de prestataires. Les fabricants de palettes LPR ont tous été invités à adhérer au programme PEFC. » Nous avons largement contribué à la récente vague de certifications chez les fabricants de palettes « , explique Torsten Wolf. Les bois de réparation utilisés dans son réseau de dépôts font eux aussi l’objet d’un contrôle strict. » Nous avons mis en place des procédures internes de suivi et d’audit des fabricants et des dépôts. À tout moment, nous pouvons valider la conformité avec les exigences PEFC, insiste Torsten Wolf. La gestion durable du bois de palettes, beaucoup en parlent dans notre secteur sans aller jusqu’au bout de la démarche. La Palette Rouge ouvre la voie. Nous sommes les premiers à être certifiés PEFC. Désormais, les clients de LPR peuvent bénéficier d’un transfert de crédit PEFC pour les palettes mises à leur disposition « , souligne-t-il.Après la fabrication, le transport des palettes est le deuxième poste qui pèse dans le bilan carbone. La Palette Rouge privilégie de plus en plus l’aménagement de centres de traitement de palettes à proximité ou au sein même des sites de ses clients pour limiter les distances parcourues. Priorité également à la mutualisation des transports. LPR dispose d’une cellule transport qui lui permet d’identifier, en étroite collaboration avec ses clients, les opportunités de mutualisation des transports. Un même transporteur peut ainsi livrer des palettes d’un dépôt LPR vers l’usine du client, y charger des produits finis et approvisionner, lors de son retour au dépôt, un entrepôt de la grande distribution situé à proximité. » L’objectif est de réduire au maximum les retours de camions à vide, pour nous comme pour nos clients « , explique Torsten WolfLa Palette Rouge implique ses prestataires dans sa démarche. Outre la certification PEFC obtenue par un bon nombre d’entre eux sur son initiative, des plans d’action sont mis en place afin de réduire les émissions de gaz à effet de serre au niveau local. Organisation des dépôts, efficacité des moyens de transport, consommation d’énergie… tout est pris en compte. Certains prestataires investissent ainsi dans l’énergie solaire ; d’autres renouvellent leurs chariots élévateurs avec des modèles moins gourmands en énergie ou commencent à utiliser des biocarburants.
Par Marc Chabreuil

La première OLED flexible d’éclairage au monde
Depuis 2007, les chercheurs et les équipes de développement de produits de GE Lighting à Cleveland, en partenariat avec Konica Minolta Holdings, Inc., Konica Minolta Technology Center, Inc. et le Centre de recherches mondial de GE à Niskayuna (New York), travaillent ensemble sur la technologie des diodes électroluminescentes organiques (OLED). Le partenariat technologique de GE avec Konica Minolta a permis aux ingénieurs de GE de profiter de la technologie film mince de Konica Minolta qui joue un rôle important dans le développement d’OLEDs hautes performances.

La qualité au centre des projets de développement informatique
Plus que jamais, s’appuyer sur des infrastructures informatiques pérennes et robustes constitue un élément stratégique pour les entreprises comme pour les administrations. L’on constate pourtant que nombre d’entreprises déplorent une qualité médiocre des développements réalisés et investissent des sommes considérables pour pallier à cette problématique. Ce constat est particulièrement évident lorsque qu’il s’agit d’une application stratégique, pouvant impacter fortement les performances ou la qualité de service d’une entreprise. En ce sens, le pilotage de la qualité doit s’imposer comme une donnée incontournable. Ce processus complexe doit être mené tout au long du cycle de développement afin de porter ses fruits et d’éviter les dérives. Il est donc important d’apporter aux entreprises et aux administrations la réponse la plus efficace possible afin de piloter et d’optimiser la qualité des développements informatiques.
Des critères technologiques et organisationnels
A ce stade, il est nécessaire d’associer un certain nombre de paramètres complémentaires afin de donner du sens à ces projets de pilotage. Il est en effet primordial de prendre en compte des critères purement technologiques, mais également organisationnels et relatifs à la gestion de projet. C’est en prenant en compte toutes ces données que l’on peut garantir un pilotage de la qualité.En pilotant la qualité d’un projet en temps réel et en continu, il est donc possible d’éliminer les erreurs et les problèmes qui vont à la fois impacter fortement le fonctionnement de l’application et contribuer à biaiser les développements futurs. L’objectif est d’identifier, au plus tôt, les problèmes de développement afin de limiter leurs impacts techniques et financiers ! N’oublions pas que revenir sur un développement dans le temps est particulièrement chronophage et consommateur de ressources humaines et financières.Piloter la qualité d’un projet informatique revient donc à prendre en compte de nombreux paramètres complémentaires : la maintenabilité, la fiabilité, l’évolutivité, la sécurité, la transferabilité et l’efficacité de la solution ou des développements. De plus, il est important de s’appuyer sur des faits concrets issus de l’analyse automatique du code source de l’application, de son architecture et des résultats des tests pour proposer des axes d’amélioration qui répondent aux enjeux du projet ou aux problèmes perçus.L’on notera également que le pilotage de la qualité doit permettre aux entreprises de structurer leur approche du développement et de mettre en place des règles de qualité plus strictes pour tous les nouveaux développements. Le management est en effet une composante clé à ne pas sous-estimer. Enfin, n’oublions pas que pour être efficace, le pilotage de la qualité doit être intuitif et lisible par différentes populations (technique et management). Les résultats doivent être restitués sous forme de tableaux de bord, proposant une vision claire et compréhensible avec des analyses qualitatives et quantitatives complètes. Cela permet alors de partager la vision de la situation entre tous les acteurs du projet.Il est donc crucial de piloter la qualité d’un projet informatique dès son lancement. En mettant en place un tel dispositif, les entreprises éviteront les traditionnelles dérives souvent constatées et proposeront un cadre de développement normalisé, qui leur permettra de gagner en productivité et en qualité. Par Marc Rambert, président et co-fondateurs de Kalistick
La transitique, élément clé de la chaîne logistique
Stocker dans un centre de distribution de seulement 2.300 m² quelque 1.200 jeux vidéo différents et préparer quotidiennement 400 envois représentant 4 000 cartons a exigé la conception et la mise en œuvre d’un concept de transitique offrant un encombrement minimal et une productivité maximale. Plusieurs concepts de convoyage ont été appliqués.

Sécurité accrue des véhicules roulant au CNG grâce à un polycétone
En quête d’améliorations significatives, un équipementier coréen, leader des systèmes moteurs, fait désormais appel à un polycétone de Victrex Polymer Solutions pour des pièces utilisées dans les soupapes d’admission de ses régulateurs de gaz naturel comprimé (CNG), jusqu’alors fabriquées en métal.

Presque 20 millions d’abonnés au haut débit ou très haut débit
Fin 2009, la France comptait 19,69 millions d’abonnements haut et très haut débit sur réseaux fixes supportant l’accès à Internet. L’Arcep a publié en mars les chiffres provisoires du haut et très haut débit en France, qui seront définitifs début mai.

Le marquage par micropercussion au service de la chirurgie
La DRASS (Direction Régionale des Affaires Sanitaires et Sociales) autorise les industriels à intervenir en tant que sous-traitants dans la stérilisation des Dispositifs Médicaux Réutilisables (DMR), les CHU devant se concentrer sur l’activité de soin et n’ayant pas toujours les moyens financiers nécessaires pour mettre en place en interne tous les équipements et les procédures nécessaires. Par rapport à une solution interne, l’externalisation permet aux CHU de réduire significativement leurs coûts de stérilisation. C’est ce qu’à fait le CHU de Caen qui a confié cette mission à Omasa France (Air Liquide Santé).

Premier diplôme universitaire en ligne interactif « Matériaux composites »
Dans le cadre de sa stratégie de cours numériques et de rapprochement avec les entreprises, l’Université de Corse a ouvert un Diplôme Universitaire de formation de techniciens supérieurs et d’ingénieurs dans le domaine des matériaux composites. Il s’agit de la seule formation en matériaux composites proposée en France aux professionnels et étudiants désireux de se spécialiser dans ce domaine très recherché par les entreprises concernées par les enjeux de la résistance et la légèreté des matériaux (aéronautique, ferroviaire, automobile, matériaux de construction, matériaux utilitaires, structure des habitats …). Ces cours interactifs ont été élaborés avec la société Cybel qui est la spécialiste des formations en ligne dans ce domaine pour le groupe EADS.

La cryolyophilisation au secours des archives des Charentes Maritimes
Bien connue des industriels de l’agroalimentaire, la cryolyophilisation à l’azote liquide consiste à congeler un produit brutalement à cœur par de l’azote liquide (-196 °C) puis à le soumettre au vide et à une montée progressive en température dans des lyophilisateurs. AAD Phenix, filiale du groupe Samsic, spécialisée dans le nettoyage après sinistre, a décidé d’utiliser ce procédé pour sauver les archives entreposées dans les sous-sols de la Maison du département Conseil Général des Charentes Maritimes, inondées par 2 mètres d’eau de mer lors de la tempête. Ce sont quelques 24.000 boîtes de documents représentant 3 km linéaires qui seront ainsi traitées.

Complément ou alternative à la RFID : le bouton à mémoire CMB
Depuis déjà plusieurs années, des sociétés situées dans des secteurs très divers, et notamment les forces armées américaines, utilisent le bouton à mémoire CMB (