



La conférence 2009 sur les technologies de gazéification a réuni début octobre toute l’industrie du gaz à Colorado Springs aux Etats-Unis autour des tendances et des nouvelles avancées du marché. Robert Rapier revient sur la présentation du procédé « methanol to gasoline » (MTG) par Exxon Mobil.
Archives
Une nouvelle approche de l’ingénierie assistée par ordinateur
Le logiciel SimulationX modélise l’interaction des composants d’un système multi-physiques pour en simuler le comportement dynamique et/ou statique et propose une solution globale pour la conception et le test de systèmes mécatroniques.
un éditeur ergonomique de code Modelica avec correcteur automatique de syntaxe ; un enrichissement des librairies métiers (nouveau modèle moteur, contact came, engrenage conique…) ; un export du code C sur plateforme temps réel intégrant le solveur à pas fixe de SimulationX ; l’intégration des modèles dans les plateformes de test et de simulation temps réel LabVIEW et NI VeriStand de National Instruments, ce qui facilite et accélère les phases de test et de prototypage, sans pour autant modifier l’intégrité du modèle utilisé. En effet, fort de son positionnement sur le marché de l’ingénierie des systèmes virtuels, ITI a signé un partenariat technologique avec NI, spécialiste de l’instrumentation virtuelle, pour proposer une solution globale de conception et de test de systèmes mécatroniques. SimulationX permet ainsi d’optimiser la productivité du cycle de conception de nouveaux systèmes et de réduire leur temps de mise sur le marché.

Comment Safran adapte sa gestion des FDS aux exigences de REACH
Entrée en vigueur le 1er juin 2007 afin d’assurer un niveau élevé de protection de la santé humaine et de l’environnement, REACH, la nouvelle législation européenne sur les substances chimiques, introduit de nouvelles exigences pour les producteurs et importateurs de produits chimiques en Europe (préenregistrement et enregistrement des substances, modification des Fiches de Données de Sécurité – FDS – pour intégrer, entre autre, les scénarii d’expositions, etc).
La Haute Disponibilité au service de la virtualisation
Une solution de haute disponibilité optimisée à la fois pour les environnements virtualisés critiques et les environnements physiques permet la reprise des opérations en un temps record, que le matériel ou le logiciel soit l’origine de la défaillance.

Le premier sac de ciment biodégradable et compostable
Grâce à sa combinaison exclusive, le BioSac by Calcia bénéficie du label OK Compost qui garantit une décomposition à 96,3 % de sa matière en seulement 12 semaines, et ce, en situation de compostage industriel. Une solution 100 % environnementale qui répond à la cible n° 6 de la démarche HQE des professionnels du bâtiment.
la biodégradation : il s’agit de la dégradation par l’action d’enzymes spécifiques entraînant une modification significative de la composition chimique (avec dégagement d’eau, de CO2, de méthane et de chaleur) ; le seuil minimum de biodégradabilité, en centre de compostage devant être de 90 %, dans un délai maximum de 6 mois ; la fragmentation s’illustre par la décomposition physique de la matière en fragments de petite taille ; les métaux lourds avec la vérification du niveau de présence de certains métaux tels que le mercure, le plomb, le cadmium… l’écotoxicité qui consiste à confirmer l’absence d’effet néfaste sur la croissance des plantes.
Un récupérateur d’énergie marine cycloïdal inspiré des techniques de l’aérospatiale
La NSF (National Science fondation) s’est fait l’écho de la présentation des travaux d’une équipe d’ingénieurs de l’US Air Force Academy faite lors de la 62e réunion annuelle du Département de dynamique des fluides de l’American Physical Society qui s’est déroulée le 24 novembre 2009, à Minneapolis.
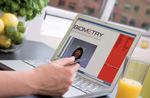
Authentification biométrique : visage, voix et paroles vérifiés simultanément
Un logiciel fait appel simultanément à 3 procédures qui génèrent 12 processus de vérification biométrique, avant d’accorder l’accès à toutes les applications protégées par un mot de passe.
L’avenir de notre industrie
Alors que l’industrie occidentale est en perte de vitesse, Jacques Leger livre dans son dernier ouvrage un plaidoyer pour l’innovation et la valeur « client » qui, seules, permettront de se distinguer au plan mondial et propose au lecteur de réinventer l’offre à travers des cas concrets.
Nouvelle révolution industrielle au profit des pays émergeants, crise économique avec ses annonces quotidiennes de fermetures d’usines, aujourd’hui l’industrie française et occidentale, a du mal à faire face à la mondialisation de l’économie. L’ouvrage « L’avenir de notre industrie » soulève des problématiques et donne des solutions pour sortir de l’eau une industrie en perte de vitesse. Son auteur, Jacques Leger, Directeur financier du groupe Valeo, Directeur général de la branche Valeo transmissions, Directeur technique de CarnaudMetalbox, Président des activités Food Europe et Directeur industriel du groupe Alstom, livre ici un véritable plaidoyer pour l’innovation et la valeur « client » qui seules permettent de se distinguer sur l’échiquier mondial.
La mondialisation ne laisse plus le choix : il est temps de réagir et d’agir pour une performance durable de l’industrie, voie dans laquelle cet ouvrage novateur propose d’accompagner le lecteur. Mais comment ? Une alternative s’offre aux industriels :
- réactiver les capacités industrielles par l’innovation, la technologie, la qualité, le travail et le sens de la responsabilité ;
- ou nous battre coût contre coût avec les pays émergents et détricoter le système social construit au cours des dernières décennies.
Créateur d’Operexcel société dédiée à l’excellence opérationnelle, de CVC pour la Création de Valeur Client ainsi que de Kinep dédiée à la formation des Managers européens (afin de mieux comprendre la Chine sur place), Jacques Leger guide le lecteur en lui apprenant à réinventer l’offre à travers plusieurs cas :
- la Logan High tech pour les uns et Low cost pour les autres, illustre l’approche des Lean products ;
- la Global integration propose d’offrir davantage de valeur client par une approche système ;
- le captage et le stockage du CO2 illustre le potentiel de création de valeur environnementale.
Dans chacun de ces cas, l’auteur propose des clés pour l’avenir de l’industrie avec des outils utilisés et appliqués suggérant plusieurs stratégies.

Le développement d’applications robotiques simplifié
Un environnement logiciel unique permet, sans savoir-faire particulier, de contrôler et d’intégrer chaque aspect d’un système robotisé, de la manipulation de pièces détachées jusqu’aux mesures avancées en vision industrielle et aux interfaces homme-machine.

Data Mining et statistique décisionnelle – L’intelligence des données
Le data mining et la statistique sont de plus en plus répandus dans les entreprises et les organisations soucieuses d’extraire l’information pertinente de leurs bases de données, qu’elles peuvent utiliser pour expliquer et prévoir les phénomènes qui les concernent (risques, consommation, fidélisation…). Une tendance qui explique pourquoi Stéphane Tufféry, docteur en mathématiques, en charge de la statistique et du data Mining dans un grand groupe bancaire français , et enseignant de data Mining à l’université Rennes 1 à l’ISUP (Institut de Statistique de l’Université de Paris), vient de publier la troisième édition de » Data Mining et statistique décisionnelle – L’intelligence des données « .

Ruckus Wireles récompensé pour ses innovations en matière de Wi-Fi
En 5 ans, depuis sa création en 2004, Ruckus Wireless a reçu 34 récompenses consécutives, dont la toute dernière, celle d ‘Everything Channel, Centre de tests indépendant du groupe CRN. Le prix »

Comment établir une fiche d’exposition des salariés
Chaque mois, Techniques de l’Ingénieur s’associe aux Editions Tissot, spécialiste depuis 35 ans en droit du travail, pour faire le point sur une question particulière relative à la gestion des risques chimiques (voir l’encadré). Ce mois-ci, focus sur les fiches d’exposition des salariés. Quels éléments prendre en compte ? Quels principes et étapes respecter ? Le point. Trois documents sont associés à la gestion du risque chimique pour permettre une traçabilité des expositions :
- la liste des salariés exposés aux produits chimiques dangereux ;
- la fiche d’exposition des salariés exposés aux produits chimiques dangereux ;
- la fiche des salariés exposés en cas d’incident ou d’accident.
Comment les établir ?
Détails de la procédure
Etape 1 – Etablir la liste des salariés exposés aux produits chimiques
L’employeur doit établir et tenir actualisée une liste des salariés exposés aux produits chimiques dangereux :
- très toxiques ;
- toxiques ;
- nocifs ;
- corrosifs ;
- irritants ;
- sensibilisants ;
- ainsi qu’aux produits cancérogènes, mutagènes et toxiques pour la reproduction (CMR).
Pour établir cette liste, il est nécessaire d’avoir au préalable établi un inventaire exhaustif des produits chimiques de l’entreprise et d’avoir identifié les caractéristiques de ces produits (toxiques, cancérogènes, etc.) sur la base des fiches de données de sécurité et des étiquettes.La liste des salariés exposés aux produits chimiques précisera, au minimum :
- le nom des salariés ;
- le poste de travail ;
- la nature de l’exposition, sa durée, ainsi que son degré, tel qu’il est connu par les résultats des contrôles que vous auriez effectués (ex. : mesure d’air ambiant).
Etape 2 – Etablir la fiche d’exposition des salariés exposés aux produits chimiques
Pour chaque salarié qui figure dans la liste des salariés exposés, l’employeur doit établir une fiche d’exposition contenant les informations suivantes :
- le poste de travail et ses caractéristiques (aménagement du poste, protection individuelle et collective, etc.) ;
- la nature du travail effectué ;
- les caractéristiques des produits utilisés ;
- les périodes d’exposition (date d’affectation au poste, durée d’exposition, etc.) ;
- les autres risques du poste de travail (risque chimique, physique, biologique) ;
- les dates et les résultats des contrôles d’exposition (ex. : mesure d’air ambiant) ;
- la durée et l’importance des expositions accidentelles.
Une fiche d’exposition est également établie pour les salariés exposés uniquement en cas d’incident ou d’accident.Il n’y a pas de périodicité de mise à jour des fiches d’exposition mais étant un outil de suivi des expositions, elles doivent être renseignées au fur et à mesure des expositions successives. Ce sont les caractéristiques de l’exposition qui sont importantes : pour un salarié qui utilise tous les jours le même produit pour la même activité et en même quantité, il sera établi une fiche d’exposition qui précise le début et la fin de l’exposition (date) et les caractéristiques de l’exposition. En cas de changement de produit utilisé, de durée d’utilisation du produit, de protection, etc., il sera nécessaire de mettre à jour la fiche d’exposition tout en conservant l’historique de l’exposition.Les fiches d’exposition doivent être tenues à la disposition du CHSCT.
Etape 3 – Etablir une attestation d’exposition
Lors de son départ de l’entreprise quel qu’en soit le motif (retraite, démission, etc.), un salarié peut demander une attestation d’exposition aux produits chimiques s’il a été exposé. Ce document lui est indispensable pour qu’il puisse bénéficier d’une surveillance médicale à la charge de la Caisse primaire d’assurance maladie (CPAM). Il peut également être utilisé comme élément d’un dossier de reconnaissance de maladie professionnelle. L’attestation d’exposition sera établie sur la base des informations contenues dans les fiches d’exposition. Elle est établie par l’employeur et le médecin du travail.
Notre conseil
Archivez les fiches d’exposition
Le médecin du travail constitue et tient un dossier médical contenant une copie de la fiche d’exposition aux produits chimiques dangereux. Ce dossier médical doit être conservé au moins cinquante ans après la fin de la période d’exposition. La durée d’archivage de vos fiches d’exposition peut donc être calée sur cette durée de conservation.Source : Schémas commentés santé sécurité au travail > Les fiches d’exposition des salariés
Ce sujet vous intéresse ?
– Lisez aussi notre dossier consacré au CHSCT : la réduction des accidents de travail et des maladies professionnelles ;
– Consultez notre article » En cas de doute, le salarié peut-il formuler une demande de visite médicale ? » [demande visite médicale] ;
– Découvrez notre programme formation sécurité et santé au travail.
– Participez à la conférence SGH et FDS étendue… Comment réussir la transition (29 mars 2010)
En partenariat avec les Editions TissotSpécialiste en droit du travail depuis 35 ans, les Editions Tissot vous proposent de découvrir leurs publications en santé sécurité au travail et les conventions collectives relatives à votre domaine d’activité. Découvrez également les programmes de formation santé sécurité au travail.
Exemple de fiche d’exposition
I. Identification
Identification de l’entreprise : ……
Identité salarié (nom, prénom, 5 premiers chiffres du n° de Sécurité sociale) : ……
Identification du médecin du travail et coordonnées du service médical : ……
II. Nature de l’exposition
– Nature de l’exposition chimique : …… (caractéristiques des produits)
– Description du ou des postes : ……
– Dates de début et de fin d’exposition : ……
– Nature des équipements de protection individuelle mis à disposition du salarié : ……
– Description des équipements de protection collective : ……
– Dates, lieux et résultats des contrôles d’exposition au poste de travail : ……
– Nom de l’organisme de contrôle : ……
III. Autres risques
Autres produits chimiques : produits de traitement, colles, produits de finition (présenter les fiches de données sécurité correspondant à ces produits).
Risques physiques : bruit, manutention manuelle de charges.

« Pour les opposants au débat, les nanotechnologies ne sont qu’un prétexte »
Le 23 février prochain, le débat public sur les nanotechnologies prendra fin. Mais pour éviter d’ultimes débordements, elle ne sera accessible que sur invitation. Pourquoi ce débat a-t-il généré autant d’opposition et de quelle nature est-elle ? Dominique Grand, adjoint au directeur du CEA de Grenoble, revient sur les enjeux de cette consultation.
Dominique Grand : » L’opposition émane d’un groupe restreint mais très déterminé et irrespectueux des règles de base de notre société. Par Internet, il mobilise ses réseaux, quelques dizaines de personnes dans les différentes villes où se tiennent les débats. En réalité, ils s’opposent aux fondements de notre société – la libre expression de chacun et à la représentation des citoyens à travers les élections – et les nanotechnologies ne sont qu’un prétexte.
Les opposants sont en partie les mêmes mais les questions sont très différentes. Pour les nanotechnologies, l’opposition porte surtout sur des représentations de science fiction que malheureusement beaucoup de gens prennent au premier degré.
Il existe un questionnement légitime sur l’éventualité d’une toxicité de certaines nanoparticules que les scientifiques cherchent à mieux connaître. Les nanoparticules existant dans la nature en grande quantité, c’est l’introduction de nouvelles nanoparticules, intentionnellement fabriquées, qui pourrait présenter un risque pour les humains et l’environnement. Dans l’attente des résultats d’un travail d’évaluation toxicologique long et laborieux, on applique le principe de précaution dans la recherche, la fabrication et le cycle de vie.
Tout dépend des questions. Les nanotechnologies irriguent des technologies diverses (énergie, médecine, produits grand public) ; c’est donc au niveau des organismes de régulation en aval que des questions éthiques pourraient éventuellement se poser. Ainsi tout ce qui concerne les nano-biotechnologies s’appliquant à la santé humaine est règlementé par les comités d’éthique existants qui doivent maîtriser les connaissances nouvelles associées aux nanotechnologies pour les intégrer dans leurs cadres éthiques voire règlementaires.
Il ne m’appartient pas de porter un jugement sur l’opportunité du débat. Pour nous, chercheurs, il était l’occasion de présenter nos recherches au public et nous regrettons qu’il ait été, en partie, pris en otage.
Ce qu’a fait la CNDP – mettre en accès sur Internet des informations sur la diversité des nanosciences et nanotechnologies – est déjà un grand pas dans la bonne direction. Nos concitoyens peuvent s’y référer et se tenir informés des différentes opinions qui s’expriment sur ce thème.
Il y a eu des réunions, des conférences de citoyens et des débats dans quelques pays d’Europe. Certains, comme les pays anglo-saxons par exemple, ont une ancienne culture du débat, qui leur permet de le mener d’une manière plus sereine et mieux argumentée ce qui permet une démarche plus constructive. En France, nous avons encore quelques leçons à apprendre sur ce sujet.
Un débat ne se solde jamais par un échec car sa fonction est d’informer et de laisser les avis s’exprimer. Ce qui est toujours positif. » Le parcours de Dominique Grand Ingénieur de l’Ecole des Mines de Nancy, Dominique Grand est également Docteur d’Etat en physique (Grenoble). Pendant 25 ans, il mène des travaux de recherche au sein du CEA dans le domaine de la thermo-hydraulique appliquée aux réacteurs nucléaires. D’abord chercheur, il devient ensuite responsable de laboratoire de modélisation et simulation numérique, avant de diriger le service de thermo-hydraulique en charge d’expérimentations et développement de logiciels. Depuis 2000, il travaille auprès de Jean Therme, directeur de la Recherche technologique du CEA et du CEA Grenoble en tant qu’adjoint pour le développement régional (relations avec les partenaires d’enseignement supérieur et de recherche et les collectivités territoriales de Rhône-Alpes) et depuis 2007 sur la mission de dialogue science-société au sein du projet Giant. Parallèlement, il est Professeur Associé à l’IEP de Grenoble. En savoir plus Les deux dernières réunions du débat public qui devaient se dérouler les 9 et 16 février respectivement à Montpellier et Nantes ont été annulées. Elles ont été remplacées par deux ateliers-débats auxquels seront conviés tous ceux impliqués dans cette consultation ainsi que les intervenants prévus à Nantes et Montpellier. Le thème de ces derniers ateliers : l’éthique et la gouvernance, sujet qui sera également enrichi par les réponses des internautes à un questionnaire en ligne. Le public pourra suivre en direct et de manière interactive, les échanges par vidéo transmission sur le site du débat public à partir de 20 heures. La réunion de clôture aura lieu le 23 février sur invitation. Elle sera également retransmise en direct sur Internet. C’est lors de cette réunion que seront présentés et soumis à discussion les points forts qui pourraient être retenus dans le compte rendu du CPDP. Propos recueillis par Anne-Laure Béranger

Des diodes LED révolutionnaires issues de la recherche spatiale
Une jeune société girondine, Luxener, commercialise un système d’éclairage par diodes LED mis au point par des ingénieurs électroniciens, spécialistes de l’électronique spatiale embarquée. Elle offre la réponse la plus avancée en matière d’économie et d’écologie pour l’éclairage public, industriel et commercial.
une faible consommation : à lumière égale, ces LED économisent de 50 à 92 % d’électricité, selon le cas, par rapport à une lampe classique ;
une grande durée de vie : plus de 50.000 h, ce qui équivaut à 10 ans pour un éclairage journalier de 10 h ;
une protection de l’environnement et de l’homme : la lumière des LED Luxener n’engendre aucun dégagement de chaleur et ne présente ainsi ni risques de brûlures, ni risques d’incendie. Leur lumière ne produit pas d’UV, néfastes pour la peau et les yeux. L’absence de mercure dans leur fabrication supprime les éventuelles vapeurs toxiques. Enfin, leur système d’allumage ne génère pas de rayonnements électromagnétiques, contrairement aux lampes fluo-compactes ;
des performances économiques : l’équipement d’un éclairage à LED Luxener s’amortit selon la société en moins de 2 ans, générant 56 % d’économie sur 3 ans.

Un traitement de surface issu des nanotechnologies
Créée en 2005, membre du pôle de compétitivité Mov’eo, Quertech Ingenierie, une entreprise de 17 personnes qui compte parmi ses clients Valeo, Renault, PSA, Hutchinson… a mis au point le procédé Hardion+, une nanotechnologie de surface pour une amélioration exponentielle des propriétés. Ce traitement de surface à destination des métaux, céramiques et polymères issu de la physique des particules apporte notamment des gains en dureté, améliore le frottement et offre aux matériaux une forte tenue à la corrosion.Cette innovation est issue des travaux de Quertech Ingénierie sur la modification de la matière grâce à l’implantation d’ions issus d’un faisceau produit par un accélérateur de particules, pour lui donner des nouvelles caractéristiques. Dans un contexte de raréfaction et de surenchérissement des matières premières, ce procédé permet de réduire la quantité d’alliages coûteux utilisée pour la fabrication de certaines pièces. Sans effet polluant, ce traitement garantit un mode de production respectueux de l’environnement.Hardion+ est un procédé » à froid » de traitement de surface des alliages métalliques, ou des polymères, par implantation d’ions gazeux multichargés, multi-énergies. Il apporte une dureté superficielle jusqu’à une profondeur de 10 µm, une amélioration du frottement, une meilleure tenue à l’usure comme à la corrosion, la durée de vie du matériau pouvant atteindre un facteur 100 :
- dureté : jusqu’à 800 % d’augmentation selon le matériau ;
- élasticité : forte augmentation du module d’élasticité ;
- rigidité : augmentation sensible ;
- corrosion : résistance très fortement accrue ;
- frottement : diminution du coefficient de frottement (0.14 – 0.17).
Quertech Ingénierie met en oeuvre des accélérateurs de particules qui génèrent un faisceau d’ions à même de pénétrer la matière. Le choix des ions implantés permet d’obtenir la formation en surface d’un ré-alliage, d’une amorphisation, d’une nano-restructuration ou d’une réticulation dans le cas des polymères.Hardion+ s’applique à différents matériaux utilisés, notamment dans le domaine du transport pour en améliorer la performance : pièces des industries de l’automobile (motorisation), de la plasturgie (moules), de l’outillage de production (forêts, outils de coupe ou d’emboutissage), de l’horlogerie, de la prothèse, de la connectique… Avec ce procédé, l’aluminium acquiert la dureté de l’acier, le cuivre de la connectique résiste à la corrosion, les élastomères des essuies glaces améliorent leurs propriétés d’essuyage…Les principaux avantages d’Hardion+ sont :
- l’utilisation de différents gaz avec un impact différent sur la surface du matériau traité ;
- la flexibilité et la performance grâce à des équipements légers ;
- le faible coût du procédé ;
- l’absence de modification des côtes de la pièce.
La réduction des coûts de production associée à l’amélioration de la performance constitue pour les industriels un élément décisif pour maintenir leur production en France. Ainsi, Quertech Ingénierie est aujourd’hui présent sur plusieurs plans de relances et sur des projets collaboratifs, parmi lesquels le projet Ribeg porté par Valeo, pour la production de balais d’essuie-glaces plus performants (essuyage, durabilité, bruit).Par Marc Chabreuil
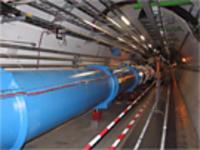
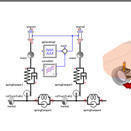
Comment le LHC gère sa ventilation et son refroidissement
Le LHC (

Un logiciel gratuit pour modéliser la CEM des circuits électroniques
Dans le cadre de formations et de leurs activités de recherche centrées sur le thème de la compatibilité électromagnétique (CEM) des circuits intégrés, deux enseignants chercheurs de l’INSA de Toulouse, Alexandre Boyer et Etienne Sicard, ont développé un logiciel gratuit (baptisé IC-EMC), permettant de simuler, d’une part les perturbations électromagnétiques émises par les circuits électroniques et, d’autre part, leur susceptibilité aux perturbations émises par des circuits proches. Ce logiciel en ligne permet, en particulier, de modéliser la CEM des circuits en cours de développement, et de tester d’emblée des solutions de correction, ce qui réduit d’autant la phase de prototypage.

Les cellules solaires à contact arrière arrivent
Dans le cadre de leur partenariat technologique, Solland Solar et AT&S vont construire, dans l’usine de Leoben-Hinterberg d’AT&S, en Autriche, une ligne de production de prototypes de modules photovoltaïques dotés de cellules solaires à contact arrière Sunweb. Dès à présent, tous les composants et processus de production ont été développés dans l’optique de leur utilisation en production de masse et des tests intensifs ont été réalisés avec succès, garantissant que le projet satisfasse toutes les exigences requises en matière de fiabilité, de sécurité et de performance.
L’usine numérique et la simulation
Dassault Systèmes et Sogeti High Tech viennent de publier en commun un livre dont l’objectif est d’expliquer comment une entreprise peut augmenter ses bénéfices en utilisant des techniques de simulation et d’usine numérique. Les deux leaders détaillent cette révolution en cinq chapitres montrant comment un environnement industriel qui intègre informatique, fabrication numérique, simulation, robotique et production physique n’est pas un simple concept, mais une réalité permettant de réaliser des profits tangibles.

Les navettes moléculaires ouvrent la voie à l’électronique du futur
Le domaine des « machines » moléculaires de synthèse a vu le jour il y a une quinzaine d’années. Ces machine dont la conception n’était pas envisageable il y a 25 ans sont des composés dont un fragment peut subir un mouvement de grande amplitude sous l’action d’un signal externe (électrochimique, photonique, chimique, etc.), alors que les autres parties ne seront pas affectées. Si une source d’énergie alimente le système de manière continue et qu’un mouvement périodique en résulte, l’assemblage moléculaire en mouvement pourra être considéré comme une machine autonome. C’est le cas pour la plupart des « moteurs » de la biologie.

Quand le soleil épure les eaux usées
Basée sur la technologie photocatalytique, une installation de démonstration de traitement solaire des eaux usées vient d’être inaugurée au Centre aérospatial allemand sur le site de Lampoldshausen. L’élément clé est constitué par un récepteur solaire qui produit, à partir du rayonnement solaire, l’énergie nécessaire à la fission des substances toxiques les plus diverses.
|
|

L’architecture se met au vert
Créer une architecture en biomatériaux, autosuffisante en énergie et capable de se décomposer en fin de vie pour réintégrer le cycle biologique, le tout pour prix comparable à celui des autres structures sandwich renforcées de fibre de verre. C’est le défi que s’est lancé le cabinet d’architectes danois 3XN, il y a un peu plus d’un an. Il s’est concrétisé par la réalisation d’une structure de démonstration qui a été exposée dans le cadre de la conférence sur le climat de Copenhague et est maintenant au musée d’art moderne Louisiana, au nord de Copenhague.
MRam, une nouvelle mémoire vive pilotée par un champ électrique
http://www.bulletins-electroniques.com/actualites/62192.htmConstitué de scientifiques de l’Université Paris-Sud, du CNRS, de l’entreprise Thalès et du centre de recherche Helmholtz de Berlin (HZB), un groupe franco-allemand de chercheurs vient de développer une nouvelle technologie pour les mémoires vives. Cette nouvelle technologie, appelée MRam pour » Magnetic Random Access Memory » [1], utilise pour la première fois des champs électriques plutôt que des champs magnétiques pour stocker les informations. L’avantage est de taille car il permet de réduire la consommation d’énergie des mémoires internes de l’ordinateur.Les mémoires MRam sont constituées non pas d’éléments électriques, comme ses prédécesseurs, mais d’éléments spintroniques. L’exploitation de la charge de l’électron est ainsi abandonnée, au profit de son spin [2]. Il s’agit d’une propriété de symétrie intrinsèque décrite par la spintronique, une discipline qui ne cesse de se développer.Dans le cas des MRam, c’est le phénomène de magnétorésistance à effet tunnel (TMR, [3]) qui est utilisé. Ces mémoires MRam sont constituées de deux couches de matériaux ferromagnétiques et d’un isolant ferroélectrique, le titanate de baryum (BaTiO3). L’équipe de chercheurs a montré qu’une couche d’un nanomètre d’épaisseur de titanate de baryum permettait d’orienter à volonté les spins des électrons sous l’action d’un champ électrique. On sait que l’état de spin des électrons est lié à l’aimantation de zones dans le matériau ferromagnétique. Des cellules composées de cette façon enregistrent donc des bits d’informations, un pour chaque cellule.Grâce à cette nouvelle méthode, les MRam ne nécessitent pas d’apport continuel en énergie pour le stockage des données. Elles sont donc moins gourmandes en électricité et participent ainsi à la mouvance actuelle de réduction de la consommation des appareils informatiques, appelée Green IT.Pour en savoir plus– [1] Article Wikipedia sur les MRam – [2] Définition de la propriété de spin – [3] Article Wikipedia sur la magnétorésistance à effet tunnel – Dr. Sergio Valencia Molina – Institut des matériaux magnétiques complexes – tél : +49-30-6392-5750 – email : [email protected] – Dr. Florian Kronast – Département dynamique du magnétisme – tél : +49-30-6392-4620 – email : [email protected] Sources – « Bientôt dans nos PC, des MRam pilotées par des champs électriques ? », Article de Presse de Futura-Sciences – 26/01/2010 – http://redirectix.bulletins-electroniques.com/mCXcR – « Daten am Ende des Tunnels » – Communiqué de Presse du Centre de recherche Helmholtz de Berlin en science de la matière et énergie – 19/01/2010 Rédacteur : Philippe Rault – [email protected] – http://www.science-allemagne.frOrigine : BE Allemagne numéro 469 (3/02/2010) – Ambassade de France en Allemagne / ADIT – http://www.bulletins-electroniques.com/actualites/62192.htm

Prix Fem’Energia d’EDF : 2eme édition !

Préparation de commande : les atouts du Wi-Fi
BJ Partenaires souhaitait minimiser le temps de préparation de ses commandes afin de répondre à ses engagements de livraison à J+1 auprès de ses clients. » Toutes les commandes enregistrées avant 16h doivent être expédiées le jour même, explique Philippe Bouvet, co-gérant du groupe BJ Partenaires. Nous devions mettre en place de nouveaux outils logistiques. Notre stock de production est désormais au plus près des opérateurs grâce à des systèmes de magasins automatisés et aux magasins dynamiques pour permettre de traiter une expédition très rapidement. Dans un second temps, comme nous souhaitions transmettre les informations en temps réel et réduire le délai au minimum entre la saisie et la préparation de commandes, le Wi-Fi était devenu une nécessité. «

Demain nos supercondensateurs seront plus propres et plus performants
En janvier 2009, Encarnacion Raymundi – Piñero, spécialiste des supercondensateurs, a reçu la médaille de bronze du CNRS. Cette distinction récompense le premier travail d’un chercheur, qui fait de lui un spécialiste dans son domaine, et représente un encouragement du CNRS à poursuivre ses travaux. Egalement auteur d’articles pour les Techniques de l’Ingénieur, Encarnacion Raymundi – Piñero, chercheur au sein Centre de recherche sur la matière divisée d’Orléans, revient sur ses travaux et leurs développements.
Techniques de l’Ingénieur : Vous travaillez, au sein du CRMD d’Orléans, sur les supercondensateurs. Quelles sont les applications de ces dispositifs et leurs principaux atouts ?
Encarnacion Raymundi – Piñero : » Les supercondensateurs sont des systèmes de stockage de l’énergie. Constitués de deux électrodes, d’une membrane poreuse et d’un électrolyte, ils ont une capacité de stockage bien supérieure à celle des condensateurs traditionnels tout en utilisant un espace plus petit. Autres avantages : ils délivrent plus de puissance qu’une batterie, restituent l’énergie stockée beaucoup plus rapidement et ont une plus grande durée de vie. De fait, ils sont utilisés dans tous les secteurs industriels où l’on a besoin d’une grande quantité d’énergie dans un court laps de temps (Voir l’article de la base documentaire » Applications des superconducteurs « ). On s’attend à les retrouver sur les mêmes marchés que les batteries : à savoir les téléphones portables, les ordinateurs et plus largement les appareils portatifs, mais aussi dans les véhicules électriques et, plus généralement, dans le domaine des transports terrestres. Enfin, ils peuvent être utilisés dans le secteur éolien pour varier rapidement la direction des pales afin d’augmenter l’efficacité des éoliennes face aux changements de direction du vent.
Sur quoi portent vos recherches dans ce domaine ? Quels sont les défis que vous cherchez à relever ?
Les supercondensateurs sont des systèmes de puissance. Aujourd’hui, nous cherchons à élargir le spectre de leurs applications. Dans ce cadre, le principal défi que nous essayons de relever est de multiplier par 10 la densité d’énergie qu’ils délivrent tout en maintenant un coût relativement faible et en rendant ces dispositifs plus propres. Pour améliorer les supercondensateurs, nous travaillons dans deux directions.
La première consiste à trouver de nouveaux matériaux peu coûteux pour fabriquer les électrodes. Dans ce domaine, nous avons mis au point un matériau à base de carbone que nous obtenons à partir d’algues qui sont utilisées dans l’industrie alimentaire. A ce jour, nous avons déposé deux brevets sur ce procédé : un en 2007 et un en 2008.
La seconde direction dans laquelle nous travaillons, consiste à proposer un électrolyte de substitution à ceux qui utilisent l’acétonitrile comme solvant. Car si ce produit est très performant, c’est un solvant toxique, interdit d’ores et déjà au Japon, et qui a de fortes chances de l’être également en Europe. Pour le remplacer, nous travaillons sur des électrolytes aqueux, tels que des solutions d’acide sulfurique, des solutions de potasse ou encore des solutions de sulfate de sodium. Le problème est que l’énergie et la puissance des supercondensateurs dépend directement de la tension entre les deux électrodes dans l’électrolyte. Or, celle-ci atteint jusqu’à 2,7 volts pour les électrolytes à base d’acétonitrile, tandis qu’elle n’est que de 0,8 à 1 volt pour les électrolytes aqueux.
Pour y remédier, nous avons développé des systèmes asymétriques, c’est-à-dire des supercondensateurs dont les électrodes sont constituées de matériaux différents, ce qui nous permet d’atteindre une tension qui oscille entre 2 et 2,2 volts et d’améliorer considérablement les capacités de stockage de ces dispositifs. A ce niveau, nous avons déposé un brevet.
Y-a-t-il d’ores et déjà des applications industrielles à vos travaux ? Quels secteurs pourraient être les plus intéressés ?
Pour l’instant, il n’y a pas d’applications industrielles. Mais que ce soit pour les électrodes en matériaux carbonés à base d’algues ou le principe des systèmes asymétriques, nous travaillons en relation avec des industriels. Mais nous en sommes plutôt au stade des développements. Dans ce cadre, nos partenaires sont des industriels des supercondensateurs qui ont des contacts avec l’industrie de l’automobile. Il y a d’autres marchés à conquérir, mais pour cela, nous devons encore gagner en densité d’énergie. Mais au final, je pense que l’avenir des supercondensateurs est moins, à terme, de se substituer aux batteries si performantes soient-elles que de les compléter en récupérant, par exemple, l’énergie du freinage d’une voiture, et en la restituant efficacement lors des accélérations. »
Le parcours d’Encarnacion Raymundo-Piñero
Titulaire d’une licence en sciences chimiques, Encarnacion Raymundo-Piñero obtient son doctorat dans cette même discipline au cours de l’année 2000 à l’Université d’Alicante. Elle décroche aussitôt un poste d’enseignant chercheur en chimie organique dans cette même ville, où elle restera deux ans, entrecoupés d’un premier postdoc qu’elle réalise aux Etats-Unis. Puis, en 2002, elle obtient une bourse Marie-Curie qui l’amène dans le Centre de recherche sur la matière divisée d’Orléans (CRMD) où elle poursuit ses recherches pour devenir en 2006, chargé de recherches du CNRS. En janvier 2010, ses travaux ont été récompensés par une médaille de bronze du CNRS.
Liens utiles
Dans la base documentaire Techniques de l’ingénieur
Nouveaux développements dans le domaine des supercondensateurs, par Encarnacion Raymundo-Pinero
Propos recueillis par Anne-Laure Béranger

« Le débat sur les nanotechnologies souffre d’un manque d’éducation »
Lancé en septembre 2009 par la Commission nationale du débat public à la demande de sept ministères, le débat sur les nanotechnologies s’était fixé des objectifs ambitieux : éclairer les autorités publiques qui prendront ensuite des décisions pour encadrer l’usage des nanotechnologies, mais aussi les scientifiques, les industriels, les associations ainsi que les citoyens impliqués ou intéressés par ces développements, et faire en sorte que l’innovation en termes de nanosciences et de nanotechnologies ne soit pas déconnectée de la demande sociale. Or, ce débat, loin d’être serein a été émaillé d’incidents rendant parfois la discussion impossible. Pourquoi une telle levée de bouclier ? Quelles conséquences pour les nanotechnologies et quels enseignements peut-on en tirer ? Alexei Grinbaum, chercheur au Laboratoire des Recherches sur les Sciences de la Matière décrypte pour nous le phénomène.
Alexei Grinbaum : » Avant toute chose, il faut distinguer deux niveaux de débat. Le premier se situe autour du processus de transfert technologique de la recherche vers l’industrie. Il s’agit d’encadrer ce transfert, de concevoir un cadre législatif pour fixer ce qui est autorisé et ce qui ne l’est pas. A ce niveau, les participants au débat sont des scientifiques, des ‘ technologues ‘ que j’appelle ainsi car ils ne travaillent pas dans la recherche mais dans la technologie industrielle, des politiques, mais aussi des associations, comme France Nature Environnement, qui représentent la société civile. Ce premier type de débat a pour objectif de créer des normes dans un processus de dialogue entre les différentes parties associées. Au delà, il y a un deuxième niveau de débat. Les nanotechnologies, comme les TIC ou la médecine avant elles, nourrissent beaucoup de questionnements sur leurs interactions avec la société. Ici, la question fondamentale est dans quelle mesure les nanotechnologies changent-elles la condition humaine et la vie en société ? Ce que nous voyons alors dans le déroulement du débat, c’est la prise de conscience du rôle moteur que jouent les sciences et les technologies sur le changement de la condition humaine et la vie en société. Ce changement se fait petit à petit, mais il prend de l’ampleur. Il en ressort que les sciences et les technologies sont devenues un sujet politique, au sens large, pour la société. La notion de progrès technique ne fait plus consensus comme il y a trente ans. Car le progrès technique s’inscrit dans une histoire où il y a des antécédents, parmi lesquels figurent les OGM, les déchets nucléaires, le sang contaminé, ou l’amiante. A ce niveau de débat, la science et les technologies sont perçues, en quelque sorte, comme une boîte noire. La plupart des gens identifie assez bien le besoin à l’origine des recherches, qui n’est souvent identifié qu’après coup, et les produits industriels qui en résultent. Mais ils ne savent absolument pas comment la science fait pour en arriver là. De fait, le travail scientifique, ce qui se passe en laboratoire, reste méconnu. La science et les technologies font alors partie, pour la société, d’un sacré au sens anthropologique du terme, c’est-à-dire qui transcende le niveau de la vie quotidienne des gens. Le public se divise au final en deux. Il y a d’un côté, ceux qui ont accès à des connaissances spéciales et ceux, la masse des » profanes « , pour qui tout cela est comme de la magie. Il s’ensuit, des comportements qui s’apparentent ou qui se revendiquent des mouvements luddites du 19e siècle, caractérisés par le bris de machines et de manière plus générale, par une opposition au progrès technologique. Ici, le débat se radicalise et n’est absolument pas constructif. Il révèle plutôt le fait que la société a pris acte que la science joue un rôle de transformation de la société et que certaines personnes s’opposent à ces changements. La science est alors perçue comme un instrument de pouvoir dont l’effet advient de façon déterministe. Pour comprendre ce qui se passe aujourd’hui dans le débat sur les nanotechnologies, il est très important de ne pas confondre ces deux niveaux. Dans le premier cas, le débat porte sur des questions très concrètes comme la directive européenne Reach, l’article 73 de la loi Grenelle 2, la législation européenne, etc… et dans ce cadre, le terme » nanotechnologies » n’est presque jamais employé car il réunit des réalités trop hétérogènes. Dans le second cas, on se place au niveau du symbolisme. Ici, on parle de ‘ nano ‘ tout court, car le terme renvoie à une définition sociale : il désigne l’invisible, l’imperceptible, ce que d’autres peuvent manipuler sans qu’on le sache.
Je pense qu’aujourd’hui, il n’est pas possible d’organiser un débat sur les sciences et les techniques avec les mêmes instruments que ceux utilisés pour encadrer des débats citoyens sur des problèmes déjà familiers dont la portée est limitée : par exemple ceux relevant d’une ou de quelques communes, comme le tracé d’une nouvelle route. Il faut utiliser d’autres outils plus adaptés. Les Pays-Bas, par exemple, ont choisi une toute autre voie tout en poursuivant exactement le même objectif que la France. Ils ont d’abord lancé une première phase préparatoire au débat qui consiste à familiariser le public avec les nanotechnologies. Pour cela, ils ont fait une série télévisée, un numéro spécial d’un magazine et ont lancé plusieurs projets éducatifs, le tout étant financé par les ministères. Aux Etats-Unis, en revanche, il n’y a pas de débat national. Par contre, la National Nanotechnology Initiative consacre une partie de son budget au financement de projets éducatifs qui vont de l’école primaire à l’université, l’objectif étant de familiariser le plus grand nombre avec ces technologies. En France, nous avons choisi de faire de la démocratie directe sur un sujet qui demande de l’expertise. Tout le travail d’adaptation du discours des scientifiques, de rapprochement des intérêts et des manières de parler n’a pas été fait. Résultat, la parole des scientifiques est souvent perçue comme de la communication et pas comme une invitation au dialogue informé et réfléchi. Ce qui manque en France, c’est l’éducation.
Je ne suis pas sûr que ce soit une bonne solution. Car les nanotechnologies sont trop hétérogènes. Créer un comité d’éthique pour toutes les disciplines couvertes par les nanotechnologies exige des compétences extrêmement diverses qui se rencontrent très rarement.
Il ne faut pas nier l’importance et le rôle du débat symbolique. Mais il y a eu des séances de discussion suffisamment intéressantes, comme par exemple à Orléans sur les produits cosmétiques, pour nourrir le rapport de la Commission nationale des débats public. J’espère que le gouvernement saura très clairement faire la distinction entre le contenu des travaux réels et la contestation symbolique. Je pense que le développement de la recherche scientifique, des connaissances nouvelles dans le domaine des nanosciences et des nanotechnologies n’est pas en danger. C’est une affaire qui ne relève pas de la France seule, la recherche aujourd’hui est mondiale. Pour ce qui est de la mise sur le marché des produits, le débat va continuer pour produire des mesures d’encadrement.
Si, bien sûr. Et ils pourraient être de deux sortes. En premier lieu, cette contestation apparaît comme la conséquence directe du déclin constant de la formation scientifique des jeunes. Le système éducatif est aujourd’hui incapable d’expliquer le fonctionnement des outils technologiques que tout le monde utilise. Résultat, ils apparaissent comme des objets magiques autour desquels peuvent se greffer toutes sortes de peurs et de craintes. Mais cette contestation est également riche d’enseignements pour les ingénieurs. Il est clair que la période de la tour d’ivoire est terminée pour eux. Et ce constat ne suffit pas. Il faut intégrer à leurs cursus des outils pour leur permettre de réfléchir à l’interaction entre la science et la société et aux questions éthiques que leurs travaux soulèvent. Si l’on pouvait tirer ces enseignements de ce débat, ce sera déjà pas mal. » Le parcours d’Alexei Grinbaum Alexei Grinbaum a un double parcours. Physicien en mécanique quantique, il est également titulaire d’une thèse en philosophie des sciences. Ses recherches dans le domaine de l’éthique des sciences et des technologies l’ont amené à travailler sur la notion d’incertitude sur le développement technologique. Aujourd’hui, ses travaux portent sur les analogies entre les questions éthiques que posent la science et les technologies, et celles qui se posent dans des domaines qui n’ont rien à voir avec la science, comme par exemple, des mythes anciens. Enfin, il est coordinateur pour la France de l’observatoire européen des nanotechnologies. Le LARSIM Laboratoire des Recherches sur les Sciences de la Matière. Créé en 2007, le LARSIM est situé sur le plateau de Saclay et est rattaché au CEA. Dirigé par Etienne Klein, ce laboratoire fait de la recherche en philosophie des sciences. Ces travaux s’organisent autour de trois thèmes : – clarifier les enjeux de certains problèmes rencontrés en physique : exemple les questions conceptuelles autour du LHC ; – instaurer un dialogue entre physique et philosophie en cherchant dans les découvertes récentes faites en physique lesquelles mériteraient d’être exportées en dehors de cette discipline, car elles ont également un intérêt dans des domaines comme la philosophie. Exemple : la question du temps. – observer, sur des thèmes sujets à controverse, l’état actuel de la relation entre la science et la société. Sur les nanosciences, il s’agit d’examiner quels sont les arguments de fond qui opposent partisans et adversaires, quels sont les systèmes de valeurs sur lesquels se basent les uns et les autres, et de clarifier les enjeux des débats qui ont cours. Cette équipe est constituée de physiciens et de philosophes. Voir le site du LARSIM. Pour aller plus loin Etienne Klein, Vincent Bontems, Alexei Grinbaum, » Nanosciences : les enjeux du débat « , Le Débat, n°148, janvier-février 2008, pp 65-79. Propos recueillis par Anne-Laure Béranger

Quelles perspectives liées à la nanostructuration ?
Des experts de la société de conseil Alcimed font le point sur le potentiel de développement de ce procédé qui confère aux matériaux des propriétés telles que la dureté et l’élasticité dans des environnements agressifs.Après le secteur du traitement de surface, les matériaux nanostructurés attirent aujourd’hui de plus en plus les industriels à la recherche de solutions pour faire face à des environnements de plus en plus agressifs. Même s’il est aujourd’hui encore limité, ce marché pourrait fortement se développer à l’avenir en devenant le matériau de demain pour de nombreux secteurs industriels comme l’énergie en particulier.La nanostructuration est un procédé qui vise à améliorer les propriétés existantes d’un matériau ou à lui conférer de nouvelles propriétés. Elle peut s’appliquer à toutes les familles de matériaux : métaux, céramiques, diélectriques, oxydes magnétiques, polymères… Deux méthodes aux perspectives différentes permettent d’obtenir des matériaux nanostructurés : la nanostructuration en volume (en agissant directement dans la masse) et la nanostructuration de surface (en modifiant la structure de la surface).
La nanostructuration en volume est obtenue grâce à une dispersion de nanoparticules ou à une organisation du matériau en nanograins au sein de la matrice du matériau. Elle permet d’améliorer de façon sensible les propriétés mécaniques d’un matériau telles que sa dureté, sa résistance à l’abrasion ou sa résistance à la traction. Cependant, à l’exemple des implants médicaux en titane pur nanostructuré, la nanostructuration en volume reste pour le moment limitée à des développements ponctuels. » Le procédé de fabrication de la nanostructuration en volume reste pour le moment le principal frein à son développement; il est en effet, difficile de maîtriser la dispersion de nanoparticules (ou nanograins) et d’en assurer une reproductibilité correcte à l’échelle industrielle « , explique Nadia Boukhetaia, consultante au sein de la BU Chimie, Matériaux et Energie d’Alcimed.La nanostructuration en surface semble beaucoup plus prometteuse, notamment dans une logique de développement court terme. Elle peut être obtenue soit par modification de la surface directement par voie physique (grâce à des techniques dites » grenaillage « ), soit par dépôt d’un revêtement nanostructuré en surface. Le grenaillage traditionnel consiste à projeter à grande vitesse des billes (en acier, en céramique…) sur la pièce à traiter. Elle permet de modifier la structure en surface, sans créer de nanotructures. Dans le cas des métaux, ce traitement parvient à optimiser de façon significative certaines propriétés comme la résistance à la corrosion qui peut augmenter de 30 %. De plus, des propriétés mécaniques telles que la dureté ou la résistance des matériaux peuvent être augmentées de façon significative: après traitement par grenaillage à ultrasons, un acier voit sa dureté passer de 300 à 600 degrés Vickers !Plusieurs sociétés ont récemment été créées sur ce créneau du » grenaillage « , développant des technologies à base de laser, d’eau pressurisée ou encore d’ultrasons. La nanostructuration en surface peut également être obtenue par le dépôt d’un revêtement nanostructuré. Dans ce cas, les procédés utilisés sont ceux du traitement de surface: PVD (dépôt physique par phase vapeur), CVD (dépôt chimique en phase vapeur) et de leurs dérivés. Sur ce créneau, se positionnent les leaders du traitement de surface (HEF, BalzersÉ), et de l’outillage (SandvikÉ), mais aussi de nombreuses start-up hyper spécialisées pour répondre aux besoins très spécifiques de certains secteurs industriels. A titre d’exemple, la société américaine Nanosteel a développé une nouvelle famille d’acier nano (Super hard Steel) qui déposé en couche mince améliore considérablement les propriétés de résistance à la corrosion de l’acier. Pour l’instant, les volumes de production sont limités et restent par conséquent très chers. Les applications de la nanostructuration en surface demeurent très spécifiques, concernent des pièces de petite taille et s’adressent à des marchés de niche : moule d’injection, outils spéciaux…Cependant, un nombre croissant d’industriels des secteurs de l’énergie, de la mécanique, de l’automobile et de l’aéronautique sont actuellement en train de procéder à des analyses ou à des tests sur des applications pilotes élaborées à partir de matériaux nanostructurés. » Les atouts de la nanostructuration sont nombreux. Elle permet d’allier des propriétés telles que dureté et élasticité dans des environnements agressifs qui sont particulièrement recherchées par les industriels. Cependant, il existe encore peu d’applications au niveau industriel. Les défis à relever concernent principalement la maîtrise des procédés industriels, car il est aujourd’hui difficile d’assurer pour les deux types de nanostructuration une reproductibilité industrielle au niveau des pièces. Des efforts de R&D sont donc nécessaires au niveau du procédé pour que la nanostructuration parvienne à s’imposer en masse dans l’industrie « , précise Vincent Pessey, Responsable du pôle Nanotechnologies d’Alcimed.

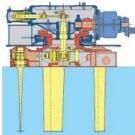
Projet Solargeotherm : stockage et déstockage de l’énergie thermique
Denis Nguyen du BRGM (Service géologique régional Languedoc-Roussillon) fait le point sur le projet de recherche Solargeotherm qui vise à évaluer les capacités de stockage et déstockage dans un massif rocheux de l’énergie thermique produite par une installation solaire.

Une mise en hibernation intelligente des ordinateurs
Le constat est éloquent : les entreprises dépensent un quart de leur budget IT total pour des frais liés à l’énergie et, en Europe, 50 % des utilisateurs quittent leur poste de travail sans éteindre leur ordinateur et sont responsables de 39 % des émissions mondiales de CO2 générées par le secteur IT, soit l’équivalent émis annuellement par 43,9 millions d’automobiles. » S’il est toujours possible de changer les comportements avec le temps, la solution Hibernatus a, quant à elle, un impact immédiat. Quelques heures de paramétrage suffisent pour que l’application soit opérationnelle et que les économies d’énergie commencent. Concrètement, avec Hibernatus, l’économie annuelle potentiellement réalisable pour un parc de 1.000 ordinateurs, est de 47.000 eurios, soit un retour sur investissement (ROI) de 3 mois « , explique Frédéric Glaubert, le fondateur et dirigeant de Inventiv Security.