



Chaque année, 60 millions de personnes migrent dans les zones urbaines. Le monde connaît une urbanisation sans précédant et l’année 2008 a été marquée par un phénomène important : la population mondiale vivant dans les zones urbaines était pour la première fois majoritaire. Pour ces raisons, le quatrième rapport « 5 in 5 » d’IBM se focalise sur le thème de la ville.
Archives

Quelles stratégies de traitement pour les déchets ?
Avant de se poser les questions d’un autre mode de production et d’un autre mode de consommation, voire même, d’une évolution des produits il faut au préalable identifier les stratégies et les outils techniques à notre disposition. Les stratégies de traitement des déchets sont au nombre de trois. La première solution est de dire : puisque ce produit pose problème, il n’y a qu’à l’interdire. C’est ce qui s’est passé avec l’amiante, mais le problème posé est le passif. Le désamiantage est un processus long, coûteux. Alain Navarro, Directeur scientifique du réseau coopératif de recherche sur les déchets (RECORD), témoigne de son expérience : » j’ai été partie prenante après l’interdiction des transformateurs : il y en a toujours, et certains continuent de marcher. On a supprimé les fréons dans les bombes aérosols, mais on ne supprime pas le service : il y a toujours des gaz inflammables et explosifs dans ces bombes aérosols. On peut donc s’interroger sur l’utilité réelle des ces interdictions, et mettre en doute la qualité de la coordination dans ces actions. »
La deuxième stratégie pour traiter les déchets tient en deux mots : optimisation et innovation. C’est la stratégie employée par l’industrie préférentiellement aujourd’hui. Les réflexions orientées vers le développement durable sont en train de donner des pistes en matière de production, d’éco conception, de recherche et d’élimination des produits toxiques. Pour autant, il ne faut pas confondre production propre et produit propre. Une entreprise peut très bien posséder l’outil de production le plus propre de la planète et fabriquer avec des produits complètement inadaptés au retraitement, et contenant des substances dangereuses. » Porter son regard sur l’outil qui produit et optimiser ses performances en matière de respect de l’environnement est bien indispensable. Porter son regard sur l’outil produit est tout aussi indispensable. C’est quelque chose qui n’est pas évident à comprendre, et les entreprises préfèrent souvent faire l’emphase sur le travail fait en amont du produit pour minimiser l’empreinte écologique « , précise Alain Navarro. La troisième grande stratégie pour gérer les déchets est la valorisation, qui se décline en plusieurs possibilités. La valorisation énergétique tout d’abord. On peut brûler les déchets pour en tirer de l’énergie tout en les éliminant. Plus dans les détails, des mécanismes permettent (pyrolyse, thermolyse) de traiter les déchets pour obtenir des substances adaptées à la combustion. Enfin, les processus biologiques, tels que la méthanisation ou la fermentation alcoolique permettent également de traiter les déchets, dans un premier temps, pour les transformer en substances qui sont adaptées à la combustion. Ces processus biologiques sont notamment ceux employés aujourd’hui pour produire certains biocarburants ou biogaz.
Dans la période actuelle marquée par des tensions sur l’énergie, ou le prix du pétrole reste une inconnue (bien que l’on sache que son niveau actuel, plutôt bas, remontera dès que la situation économique s’améliorera), la recherche de nouveaux moyens pour produire de l’énergie est presque une cause nationale. La valorisation des déchets trouve sa place ici, et toutes les opportunités méritent d’être consciencieusement étudiées.Ceci dit, il reste vrai que les déchets ne sont pas des combustibles classiques. Il est nécessaire de connaître les déchets que l’on brûle, pour que des substances dangereuses ne soient pas véhiculées par les fumées par exemple.Autre exemple, les farines animales. Après le scandale européen lié aux farines animales, il a fallu se débarrasser de ces farines. Ce sont les cimentiers qui ont utilisé ces farines, pour fabriquer du ciment. Un bel exemple de valorisation des déchets, alors que le casse-tête pour se débarrasser des farines animales, probablement avec un coût exorbitant, était bien réel.Deuxième type de valorisation, la valorisation matière. Dans la pratique, elle prend différentes formes :
- extraction des matières organique naturelles et synthétiques ;
- récupération des métaux et des matières minérales ;
- élaboration de matériaux BTP ;
- récupération du verre
- récupération des plastiques
- récupération des papiers cartons
Alain Navarro va plus loin : » Il est très important de faire le lien entre matière et énergie. La matière ne peut être industriellement traitée qu’avec de l’énergie. Energie et matière sont un couple. Si on a pas accès à l’énergie, on ne transforme pas la matière. »
» Si on veut que les citoyens participent à récupérer au mieux l’ensemble des matériaux, il faut en même temps que le pays dispose des outils de recyclage et de traitements de ces matériaux. Il y a une incongruité à rassembler des tonnes et des tonnes de papier, de plastique, de verre, alors que l’on a pas d’industrie spécifique pour les traiter, et que l’on va les exporter par bateaux pour qu’ils soient traités à des milliers de kilomètres. Il est nécessaire, et c’est particulièrement vrai au niveau français, d’avoir les moyens de produire et de traiter les déchets de tous types. Ainsi, le périple du porte-avion Clémenceau est le parfait exemple de cette incohérence, au niveau français « , explique Alain Navarro. C’est même le problème fondamental. Il est nécessaire de repenser toute la chaîne de traitement des déchets, pour que celle-ci soit réellement efficace, et surtout cohérente. Le prix des matériaux a également son importance. En effet, nous l’avons encore vu récemment, l’institution d’un mode de régulation des prix des matériaux permettrait à des activités de recyclage de pérenniser. Ainsi, le prix de l’acier, très important il y a encore quelques mois, à donné lieu à un emballage incroyable. Des câbles de TGV ont été volés, ces derniers avaient une valeur marchande alors très importante. Aujourd’hui, le prix de l’acier a beaucoup baissé. Cette absence de régulation est un frein à l’installation de ce genre d’activités. Alain Navarro, lui plaide pour la mise en place d’instances de régulation : » L’installation d’une banque des matières premières, qui n’est pas une idée nouvelle, pourrait permettre de régler ce problème. » Mais ce n’est pour l’instant pas le cas. Au contraire. Ainsi, depuis quelques mois, les pays de l’est ont instauré un embargo sur les usines, aujourd’hui désaffectées, qui ont fait la gloire de l’ancien régime soviétique. En effet, le fer, qui constitue un matériau de base de ces usines, se vendra très cher dans quelques années.
La valorisation de l’agriculture est aussi une solution qui montre son intérêt depuis des années. On a beaucoup cru beaucoup au retour compost. C’est en effet une très bonne piste, même s’il est nécessaire de faire attention à son utilisation et à sa valeur énergétique, bien réelle mais parfois surestimée. La structuration des paillages est également une solution, car cette méthode évite d’abattre des arbres.Dans la même veine, la valorisation de l’alimentation animale présente un potentiel important, pour trois types de déchets :
- déchets de restauration ;
- déchets d’abattoir ;
- déchets de laiterie.
Les déchets dans l’alimentation sont un sujet très vaste, complexe. Avec l’apparition de la dioxine, de l’ECB, les préoccupations vis-à-vis de ce type de déchets sont un peu passées au second plan.Enfin, une technique utilisée consiste également à la détoxication des déchets et à leur élimination. Quatre procédés existent :
- procédés thermiques ;
- traitements physico-chimiques ;
- traitements biologiques ;
- enfouissement.
Les déchets non valorisables, ou les déchets issus de la valorisation, doivent ensuite être supprimés. Il est alors possible de brûler les déchets non valorisables, cette technique a été employée pendant très longtemps. Comme on le voit, les possibilités d’action sont nombreuses. André Navarro, pour terminer, insiste sur la nécessité de trouver une cohérence dans les actions, sous peine de voir l’efficacité générale du processus amoindrie : » Quand on voit, rien que dans les cantines scolaires par exemple, la quantité journalière de nourriture consommable gaspillée et mise aux ordures, le problème est même plus grave : il ne s’agit même plus de production de déchets mais d’un disfonctionnement criant, au regard du contexte économique actuel. Concrètement, pour des raisons d’hygiène, des tonnes de viande sont chaque jour détruites alors que de plus en plus de gens en France sont dans le besoin. » Il ne s’agit pas ici de dénoncer ces pratiques, mais de souligner l’absence de coordination des acteurs, qui ne permet pas de tirer partie des déchets de la façon la plus efficace. Et c’est là tout le problème. Par Pierre Thouverez

Déchets et développement durable : un virage nécessaire et total
La notion de déchet durable implique, au niveau des acteurs industriels comme des citoyens, un changement drastique aussi bien au niveau des pratiques que des mentalités. Considérer les déchets comme une activité à part entière est un premier pas nécessaire, mais pas suffisant. La route vers une gestion des déchets plus raisonnée et efficace est longue. Et elle passe par un changement au niveau des mentalités. Énormément de choses ont été dites et écrites sur cet aspect du problème des déchets.Cela s’explique simplement par le fait qu’en terme d’économie les déchets ont été et sont encore pour partie associés à des pertes et à de la non-valeur et que les coûts engendrés l’ont surtout été pour assurer l’hygiène et la salubrité. Déclassé économiquement, cet envers du décor que constituent les déchets l’est tout autant au plan social.Tout d’abord, comme le précise Alain Navarro directeur scientifique du réseau coopératif de recherche sur les déchets, » il est important de se détacher des notions préétablies du sale et de l’impur. Créer du propre crée également du déchet. «
Ensuite, et cela est en train de rentrer dans la conscience collective depuis quelques années, tout ce qui est constitué de matière enferme de l’énergie. Aussi, l’énergie a de la valeur, de plus en plus même. Partant de là, il convient de considérer les déchets comme ayant une valeur à exploiter. Enormément de choses ont été dites et écrites sur cet aspect du problème des déchets.Cela s’explique simplement par le fait qu’en terme d’économie les déchets ont été et sont encore pour partie associés à des pertes et à de la non-valeur et que les coûts engendrés l’ont surtout été pour assurer l’hygiène et la salubrité. Déclassé économiquement, cet envers du décor que constituent les déchets l’est tout autant au plan social. » Tant qu’on continuera à penser que les métiers du déchet ne sont pas une activité spécifique à part entière, il y aura des lacunes importantes. » Comme le dit Alain Navarro, le traitement des déchets doit être considéré comme une activité à part entière. Il y a quelques années encore, les métiers de collecte des déchets étaient souvent des professions exercées par du personnel non qualifié, voire socialement ou physiquement en difficulté. Du chemin a été parcouru depuis, mais tout n’est pas encore gagné, loin de là.
Ensuite, plus concrètement, la hausse de la production industriels et les progrès technologiques sont aussi à l’origine de l’augmentation des déchets, et même de la création de nouveaux types de déchets. Par exemple, le problème du jetable et du réparable est très important.Il y a clairement un problème considérable de perception du problème des déchets, quand on voit que l’on vend actuellement, en masse, des produits éco conçus, mais qui sont jetables et que l’on doit donc racheter régulièrement. « Ce type d’incohérence montre encore que le chemin vers une gestion durable des déchets d’un bout à l’autre de la chaîne de production et de consommation, est semé d’embuches », conclut le directeur scientifique du réseau coopératif de recherche sur les déchets.Le passage du statut de propriétaire vers celui de locataire, comme c’est le cas pour les Vélib et bientôt les Autolib, est peut être une solution d’avenir, puisqu’il favorise l’échange standard d’une pièce défectueuse sur le produit, plutôt que l’échange du produit dans son ensemble.
Il faudra veiller aussi à quelque chose auquel l’homme n’a pas l’habitude de penser. Car il faut bien savoir que les choix à faire en matière de traitement de déchets sont drastiques. Ils impliquent notamment la construction d’usines, mais aussi la fermeture d’autres, créant et supprimant des milliers d’emplois. Le choix n’est donc pas uniquement d’ordre écologique, il s’agit clairement d’un choix citoyen.Il faut progressivement que l’implantation des systèmes de recyclage des déchets, partout, soit soumise au choix des citoyens. Il paraît incohérent d’installer une usine d’incinération géante en pleine campagne pour traiter les déchets des grandes villes situées beaucoup plus loin !Autre problématique, celle du recyclage des déchets. L’inconscient collectif à tendance à considérer la réutilisation des déchets comme une activité douteuse, voire dangereuse. Ainsi, l’introduction d’un matériau de substitution dans le monde économique soulève des obstacles autres que techniques. Le premier d’entre eux est la suspicion. Un produit qui a un passé est suspect : il subira ainsi des batteries de tests que l’on ne soumet pas à d’autres produits n’ayant pas de « passé ».
De plus, avant d’adopter des pratiques nouvelles en termes de recyclage, comme l’utilisation d’un nouveau matériau dans un process par exemple (en remplacement d’un matériau polluant par exemple), Il faut également qu’il y ait adéquation entre le marché et le gisement. Il faut qu’un deal soit passé entre le secteur qui traditionnellement fourni le marché en question et le nouvel arrivant qui prend le marché. Aujourd’hui, ces deux acteurs ne sont souvent qu’une seule et même société, ce qui facilite grandement les choses.Comme on le voit, la problématique des déchets lance un défi autant technique que sociétal. Mais comme le rappelle Alain Navarro, l’important est de commencer à faire évoluer nos pratiques : » collectons au mieux, trions au mieux et traitons au mieux en n’oubliant pas qu’il y a suffisamment de possibilités offertes pour que chaque collectivité adopte la stratégie la mieux adaptée à son cas. Si le » débat citoyen » consistait à choisir entre plusieurs solutions possibles, il serait certainement plus riche que lorsqu’il est réduit à un simple oui ou non face à une proposition déjà élaborée. »Au-delà, dans une société en mutation permanente, les défis futurs se posent déjà. Un de ces grands défis est le démantèlement des centrales nucléaires. Recycler les millions de tonnes de béton, en contact plus ou moins prononcé avec des matières nucléaires va se révéler être un véritable casse-tête. D’un autre côté, les nanotechnologies, qui produisent des déchets infiniment petits, vont également constituer un défi, puisqu’on ne sait pour l’instant pas du tout comment traiter ces déchets. Bientôt, il faudra savoir.Par Pierre Thouverez

Des grains de corindon pour un meilleur collage
La projection de grains de corindon enrobés de silicate sur un composant forme un revêtement de surface qui améliore la stabilité et la reproductibilité des raccords collés (aluminium, magnésium, titane , polyoléfines…). La surface du composant est également mieux protégée contre la corrosion.

Traitement des déchets : un changement nécessaire
Le traitement des déchets est devenu depuis des années une activité à part entière. Le déchet, qui garde une connotation très négative, est au fur et à mesure de l’industrialisation croissante devenu un objet de science. Les scientifiques ont pris conscience de l’existence de cycles dans la nature (carbone, azote), et donc de la place des déchets dans ces cycles.
A partir de là, le déchet ne devient plus l’élément final, mais une partie du cycle de vie de la matière. Les cycles naturels sont dynamiques, et trois acteurs assurent leur fonctionnement : les producteurs, les consommateurs et les décomposeurs. Aujourd’hui, la nature n’est pas en équilibre quand ces trois acteurs ne sont pas en état de remplir leur fonction correctement.
Cependant, la nature a un avantage par rapport à l’homme. Dans la nature, les tâches des trois acteurs sont d’importance égale. Un bon exemple est la disparition des vers de terre en Bretagne, qui rend plus longue et moins efficace la dégradation du fumier.
800 millions de tonnes de déchets en France en 2004
La révolution industrielle, qui a engendré l’augmentation de la consommation énergétique dans les pays industrialisés, avec le charbon, le pétrole, puis le gaz (on pourrait y ajouter l’uranium aujourd’hui), a également été le point de départ d’une augmentation drastique de la production de déchets, notamment d’origines industrielle, puis urbaine : les déchets ménagers.
Par la suite, la chimie de synthèse, utilisant massivement le pétrole, a ensuite permis de produire des produits plastiques, des tissus, des médicaments, des vernis… le monde des matériaux a alors complètement explosé. Assez rapidement, s’est posé le premier grand problème : que faire des tous les déchets inhérents à l’explosion de la production industrielle ?
Après avoir remarqué que les déchets n’étaient pas tous biodégradables, l’homme a pris conscience du risque biologique engendré par l’accumulation des déchets. Aujourd’hui, ce risque biologique a évolué, et on parle plus de risque chimique. Ces deux réalités sont très différentes
En effet, la société de consommation, avec l’explosion de la production, a terminé de faire des déchets une problématique à prendre sérieusement en compte. Les déchets sont depuis un élément de science, objet de nombreuses recherches et au centre de beaucoup de projets de grande envergure.
Le déchet : un champ d’investigation large pour les scientifiques
Les déchets ne sont pas une science, mais toutes les sciences sont nécessaires pour avoir une idée pertinente sur la marche à suivre quant au traitement des déchets. Les déchets sont un carrefour des sciences quelles qu’elles soient.
Ainsi, aujourd’hui, aucun scientifique n’est capable d’établir une liste précise des molécules qui constituent les déchets ménagers usuels qui se trouvent dans nos poubelles. Le champ d’investigation est donc large pour les scientifiques.
A un niveau français, la situation n’est pas meilleure qu’ailleurs. Loin s’en faut. La France n’est pas très douée pour mettre en place la pluridisciplinarité, notamment en termes de déchets. C’est pourtant de cela dont il s’agit, si on veut trouver des solutions efficaces. Ce n’est pour l’instant pas le cas en France. Mais il ne faut pas pour autant faire de la France un mauvais élève. Le problème est mondial (comme l’atteste bien le démantèlement du Clémenceau par exemple).
En termes de chimie, le déchet est très difficilement définissable. Ce que l’on sait, c’est que son accumulation pose problème.
Zéro déchet, une utopie
Une question à la mode depuis quelques années est de savoir s’il est possible de vivre avec zéro déchet. La réponse est non. Pour quatre raison fondamentales, le déchet est inévitable :
- C’est une fatalité biologique ;
- C’est une fatalité chimique (réaction chimique) ;
- C’est une fatalité technologique (travail de la matière) ;
- C’est une fatalité environnementale (plus on veut faire du propre plus on fait du sale).
Il est important de revenir sur cette quatrième raison. La recherche frénétique du propre conduit à l’accroissement du déchet (prendre plusieurs douches par jour par exemple). La volonté d’avoir des produits purs augmente la production de déchets. Zero déchet est donc bien une utopie. Et pour cause. L’ADEME estime (tableau ci-dessous) que la France a produit en 2004 plus de 800 millions de tonens de déchets, répartis comme suit :
| Type de déchet | Quantité (en millions de tonnes) | Estimation (en %) |
| Déchets ménagers | 34 | 4 |
| Déchets industriels | 93 | 11 |
| Déchets BTP | 340 | 40 |
| Déchets agricoles | 365 | 43 |
Ces chiffres fluctuent d’un inventaire à l’autre car ils constituent des sommes de sous-catégories qui ne sont pas toujours aisées à comptabiliser. C’est le cas par exemple du BTP ou les chiffres varient de 130 à 340 millions de tonnes selon les estimations. De plus, pour chaque catégorie, les dangerosités et les possibilités de traitement sont très variables. On ne peut pas comparer les déchets agricoles presque tous biodégradables et les déchets des travaux publics presque tous minéraux et inertes. En fait, le plus surprenant est peut-être l’importance médiatique donnée aux déchets ménagers au regard de leur tonnage relatif.
On assiste à une délocalisation des déchets
Aussi, on assiste à une migrations des déchets, qui rend encore plus compliquée la tâche de les traiter efficacement. Par exemple, le déchet industriel n’est aujourd’hui pas forcément dans les usines, il est dans nos poubelles. L’augmentation des services à domicile a créé une augmentation et surtout une diversification des déchets ménagers présents dans nos poubelles. L’augmentation des soins médicaux à domicile est un bon exemple de transfert de déchets.
Mais les déchets ménagers ne sont pas le seul problème. Beaucoup de transferts se font d’un secteur sur l’autre. Les déchets nucléaires et leur traitement sont aussi un problème. Mais les termes de ce problème ne sont pas les mêmes que pour les autres types de déchets, autant en termes d’approche qu’en termes d’action.
Ainsi, les déchets, de toutes sortes, ont vu leur production augmenter drastiquement au cours du siècle dernier. Leur traitement n’est plus seulement un inconvénient mais une activité à part entière.
Par Pierre Thouverez

Intégrer la gestion des déchets sur l’ensemble des processus de production et de consommation
Les solutions pour traiter les déchets existent. Mais cela ne suffit pas. Une démarche cohérente, en termes de collecte des déchets, de choix du type de valorisation, entre autres, permettra de gérer de manière optimale la production mondiale, croissante, de déchets. Les pays développés disposent, actuellement, d’un arsenal de technologies de très bon niveau. La France est un pays qui est, potentiellement, tout à fait capable d’assumer les tâches liées au retraitement de ses déchets toute seule.
La deuxième chose, qu’il faut bien avoir à l’esprit, est la nécessité d’avoir une chaîne de traitement des déchets la plus complète possible. En effet, les déchets complexes doivent être triés et suivre des chaînes de traitement complètes si l’on veut les valoriser efficacement.
Troisième difficulté, la multiplicité des choix en matière de déchets. Il faut décider comment on traite le déchet : va-t-on privilégier tel ou tel type d’action selon les principes de rationalité économique, de préservation de l’écologique, de facilité technologique ? Beaucoup d’éléments entrent en jeu lorsque ce choix doit être fait.
Pour certains éléments, comme le verre, le choix s’impose tout seul. Le verre ne peut être transformé ou valorisé efficacement, on utilise donc les déchets à base de verre pour produire… du verre. Même chose pour le papier, bien que les spécialistes se demandent actuellement si il n’est pas plus écologique, finalement, de brûler le papier plutôt que de le recycler.
» Les possibilités en termes de recyclage sont importantes «
» Lorsque l’on a des objets riches (matières plastiques, caoutchouc…), les possibilités en termes de recyclage sont importantes : pour le caoutchouc, on dénombre une vingtaine de possibilités de recyclage « , ajoute Alain Navarro, Directeur scientifique du réseau coopératif de recherche sur les déchets.
A l’heure actuelle, les autorités se perdent dans cette étendue de choix et aucune politique claire ne se fait ressentir. Il est vrai que les problématiques sont cornéliennes. Vaut-il mieux fabriquer des produits recyclables ? Où alors des produits biodégradables ? Doit-on laisser le plastique se dégrader dans la nature ou doit-on le récupérer pour le recycler ?
Ces problèmes sont à l’heure actuelle peu tranchés, et restent plus que jamais d’actualité. Si on en revient à la problématique des déchets en général, la problématique actuelle est plutôt simple : doit-on valoriser ou éliminer nos déchets ?
Pour répondre à cette question, le plus simple est de pratiquer des éco bilans. Ainsi, la valorisation de certains déchets peut revenir très cher. Aussi, la valorisation, peut, dans certain cas, être un processus qui va consommer trop d’énergie ou d’argent. L’éco bilan va permettre aux spécialistes d’avoir une idée précise des avantages et des inconvénients (au niveau financier, environnemental, au niveau de la faisabilité…) de chaque type de recyclage appliquée à un produit donné. Par un système de coefficients, on peut choisir ensuite de faire des éco bilans prenant en compte les préférences des acteurs de ce recyclage, en fonction des priorités requises.
Social, économie et environnement
Les ingénieurs travaillant dans le recyclage des déchets sont face à des choix cornéliens : ils doivent, dans leurs choix, pondérer trois exigences primordiales : l’économie, le social et l’environnement. Aujourd’hui, la problématique environnementale est incontournable dans les choix des décideurs pour le traitement des déchets. L’épuisement des ressources devient un problème de plus en plus pressant. Il prend quatre formes qui sont toutes, pour différentes raisons, d’épineux problèmes :
- épuisement des ressources non renouvelables, non recyclables (valorisation énergétique) ;
- épuisement des ressources non renouvelables, recyclables (recyclage métaux et matières minérales) ;
- épuisement des ressources non renouvelables (gestion rationnelle des déchets biomasse)
- épuisement de l’espace (décharges et maîtrise des rejets dans les milieux naturels).
Depuis quelques années la donne est simple. Le pétrole, dont les réserves sont ponctionnées aujourd’hui, sera bientôt épuisé, de même que le gaz et le charbon. Ces matières font l’objet d’une valorisation énergétique. Aussi, on voit que la gestion et le stockage des déchets sont une des sources principales de pollution et de nuisance. Quelques exemples :
- l’effet de serre et le réchauffement climatique ;
- destruction de la couche d’ozone stratosphérique ;
- la toxicité ;
- l’éco toxicité ;
- acifidification (pluies acides) ;
- formation de photo-oxydants ;
- eutrophisation des milieux aquatiques ;
- stockage et gestion des déchets ;
- radioactivité ;
- pollution thermique ;
- bruit ;
- odeurs.
Les déchets apparaissent à deux niveaux. Le stockage des stocks de déchets a un effet négatif sur l’environnement, cela est une certitude. Ensuite, à partir des déchets, quand on veut recycler, se pose le problème de la création de nouveaux déchets. C’est là que les choix doivent se faire. Jusqu’à peu, le critère strictement économique a toujours prévalu, mais petit à petit les hommes commencent à murir ces choix au-delà d’un aspect économico économique.
Organiser une chaîne de traitement des déchets cohérente et efficace
Mais Alain Navarro va plus loin : » nous avons eu un gros problème de relation entre déchet et santé. Effectivement, un certain nombre de pratiques (mise en place de décharges sauvages, valorisation mal conduite…) ont des conséquences catastrophiques, et notamment sur la santé. Aujourd’hui, la multiplication des produits devient un véritable casse-tête de santé publique. La déshumanisation des installations, et notamment au niveau des décharges, est un fait vraiment dommageable. Même si l’exemple paraît insignifiant, il est révélateur de la nécessité d’organiser une chaîne de traitement des déchets cohérente et efficace. » Tout est dit.
Les solutions en ce qui concerne le traitement des déchets sont légion. Toutes peuvent être bonnes, selon le contexte, à conditions d’être mises en œuvre dans des conditions correctes. Il est donc primordial d’avoir des stratégies de gestion des déchets cohérente. Quatre voies sont suivies :
- l’élimination ;
- l’élimination écologique (prise en compte des phénomènes de santé publique) ;
- la gestion plus durable : le recyclage ;
- les non-déchets.
La priorité pour les citoyens est d’éliminer les déchets, on ne peut bien sûr pas les laisser. Maintenant, il s’agit donc de rendre l’élimination de ces déchets plus écologique, plus sanitaire : cela n’est pas simple. Il faudrait prendre en compte tout le système, en partenariat avec les producteurs de déchets, pour arriver à la meilleure solution. Le cheminement entre la production, l’approvisionnement en ressources et la fabrication elle-même d’un produit rend parfois l’analyse presque impossible, et les choix qui suivent sont forcément sujet à caution.
» Actuellement, pour les déchets de nos villes, je suis persuadé qu’éviter de mettre un certain nombre de choses dans nos poubelles serait plus utile que d’essayer de trier ce qu’on y a mis. Si on avait la possibilité de faire sortir de ce système tout ce qui le pollue et le tue, ce serait plus souhaitable que de privilégier la matière utile. Cependant, on imagine mal installer des réceptacles au coin de chaque rue pour récolter les éléments dangereux « , rapporte Alain Navarro.
Des incohérences entre les attentes de chacun
Le choix du recyclage est également très en vogue aujourd’hui. Que ce soit en énergie, que ce soit en matière, il faut que l’industrie du recyclage devienne une industrie à part entière, un véritable service public. Il faut avoir conscience que les déchets ne sont pas des marchandises comme les autres. Ils constituent en quelque sorte » l’envers du décor « , et doivent donc être appréhendés autrement.
Par exemple, en ce qui concerne les pots catalytiques. On fixe des métaux précieux sur les pots catalytiques, dans la matrice, pour rendre le produit de meilleure qualité. En bout de chaîne, il devient très difficile de récupérer ces métaux précieux. De même, également dans l’automobile, on rêve de voitures pouvant se démonter par clipage, mais personne ne fabriquera des voitures selon ce principe, pour des raisons évidentes de sécurité.
Pour résumer, les incohérences entre les attentes des uns, en début de chaîne, et celle des autres, en fin de chaîne, ne sont pas les mêmes. Et rien n’existe, ou si peu, pour faire collaborer ces acteurs et trouver des compromis. Les logiques d’un côté et de l’autre ne sont pas les mêmes, et les concessions paraissent souvent relever d’une douce utopie.
L’idéal, ce sont les non déchets. Ce sont les non déchets qui permettent d’aborder le problème sous une dimension plus économique. En matière de gestion des déchets, le consommateur n’est qu’un acteur en bout de chaîne. Sa marge de manœuvre existe (tri, choix de consommation…), mais elle reste assez faible. C’est vers l’amont de la consommation et de la production qu’il faut se tourner si on veut réellement agir sur un levier important de la chaîne de production des déchets.
Par Pierre Thouverez

Le solaire photovoltaïque à concentration mis sous la loupe
http://www.bulletins-electroniques.com/actualites/60815.htm
En plus des modules au silicium et à couche mince, il existe une troisième technique de captation d’énergie solaire photovoltaïque (PV) : les concentrateurs. Ce sont des systèmes qui concentrent la lumière, élèvent ainsi la densité de flux énergétique, et produisent de l’électricité. Les systèmes de concentrateurs pourraient assurer la réduction des coûts en photovoltaïque [1]. Divers concepts sont en concurrence, développés notamment par des entreprises américaines ou allemandes.
La Silicon Valley est le bastion des techniques informatiques. Pourtant depuis longtemps, c’est l’industrie photovoltaïque qui est le domaine réellement porteur d’innovations. Par exemple, l’entreprise Solaria de Fremont démarre actuellement la production de modules de concentration d’un nouveau genre : les spécialistes de Solaria coupent des cellules PV en petites bandes et couvrent les espaces vacants avec des conducteurs de lumière coniques en plastique.
Ceux-ci concentrent la lumière du soleil, qui rencontre ensuite les bandes de silicium avec une intensité lumineuse doublée. Ainsi, selon Solaria, des économies sont réalisées sans perte d’efficacité. « Avec un rendement de 12 %, nous nous trouvons au même niveau que les modules standards, mais grâce à l’épargne réalisée en semi-conducteurs nous pouvons produire des cellules PV avec des économies de 15 à 30 % », affirme Philipp Kunze, chef de Solaria Allemagne. L’entreprise veut fabriquer cette année des modules avec une puissance de crête totale de 1 MW, pour atteindre en 2010 une capacité de 25 MW.
Une concurrence importante
Pour les cellules courantes, le silicium recouvre la surface totale du module et capte ainsi la lumière sur tout le domaine. « Avec notre procédé, nous n’avons besoin que de la moitié de ce silicium et pouvons donc produire deux cellules polycristallines au lieu d’une », selon l’explication de Kevin Gibson, membre de la direction technique de Solaria. Même s’il semble improductif de scier des modules déjà constitués et de les réassembler, cette approche permet d’économiser de l’argent, selon Mr.Gibson, les coûts totaux pour le plastique et les nouvelles phases du processus étant réduits par rapport aux cellules conventionnelles.
La concurrence est importante pour Solaria. De nombreuses entreprises travaillent sur des techniques de concentration de la lumière, dont la plupart des concepts repose sur une concentration beaucoup plus élevée de la lumière. Ainsi, la société Concentrix Solar de Fribourg fabrique des modules dans lesquels les lentilles de Fresnel [2] guident la lumière amplifiée 385 fois sur des cellules multiples minuscules avec un rendement supérieur à 37 %. « Dans les pays à fort ensoleillement, la technique se révèle jusqu’à 20 % plus avantageuse économiquement que pour les systèmes PV conventionnels », affirme Hansjörg Lerchenmüller, chef de Concentrix Solar.
Cependant, la production est coûteuse : afin que le focus de chaque lentille soit réalisé sur la cellule respective, les deux éléments doivent être alignés au millimètre près. Concentrix peut donc employer des cellules plus petites qu’un ongle et ainsi se permettre d’incorporer des cellules multiples relativement chères sur trois couches absorbantes superposées. Comme les lentilles ne fonctionnent que par rayonnement direct, elles sont montées sur des systèmes de poursuite, nommés « trackers solaires » [3]. Les hauts rendements du système légitiment l’investissement : sous le soleil du sud, la technique transforme 25 % de la lumière incidente en électricité, soit deux deux fois plus que dans les centrales solaires conventionnelles. Actuellement, Concentrix fabrique ainsi ses premières centrales en Espagne et aux USA.
Rendement contre économie des coûts
L’entreprise canadienne Morgan Solar [4] promet, par l’intermédiaire de son chef Eric Morgan, de proposer une technique produisant dans les régions ensoleillées de l’électricité jusqu’à 70 % moins chère que les modules standards actuels. La clé de ces prix réduits serait l’optique de direction de la lumière : au lieu de lentilles à coût élevé, Morgan emploie une plaque acrylique, qui rassemble la lumière et la dirige sur un verre spécial, qui concentre la lumière avec un facteur 1.000, et conduit le faisceau lumineux vers une cellule multiple. Les systèmes que Morgan Solar veut mettre sur le marché en 2010 devraient atteindre une efficacité de 21 %.
Pour les concentrateurs solaires, de nombreuses jeunes entreprises cherchent à pénétrer le marché. Les miroirs paraboliques de l’entreprise australienne Solar Systems capturent la lumière du soleil. Ils envoient leur lumière sur une cellule multiple disposée à proximité de leur foyer avec un rendement proche de 40 %. L’entreprise espagnole Guascor Fotón emploie une optique complexe de lentilles, qu’elle combine cependant avec des cellules silicium courantes. Ainsi, s’ils se contentent d’un rendement du système réduit à 16 %, ils économisent les coûts.
Malgré la concurrence, Solaria voit de bonnes chances de pénétration sur le marché : « La technique fonctionne aussi sans incidence directe du soleil », affirme Kunze, chef de Solaria Allemagne. Les modules de Solaria pourraient aussi être installés dans des régions peu ensoleillées comme l’Allemagne. Kunze envisage un potentiel de développement technique encore supérieur : les développeurs de Solaria veulent à l’avenir équiper les collecteurs de lumière de plastiques très concentrateurs, ou bien réaliser les raccordements électriques au verso des modules, afin que les dispositifs de contact ne gênent pas en interceptant la lumière. Mais le prochain défi de l’entreprise est la production en série.
[1] Dans un module solaire PV, lecomposant le plus cher est, de loin, la cellule PV. En intercalant undispositif concentrateur entre le soleil et la cellule, on peututiliser une surface de cellule beaucoup plus petite, et ainsi utiliserdes cellules à rendement très supérieur.
[2] Voir article de Wikipédia sur les lentilles de Fresnel : http://fr.wikipedia.org/wiki/Lentille_de_Fresnel
[3] Tracker : type d’héliostat, dispositif pour orienter toute lajournée les rayons solaires vers un point ou à une petite surface fixe,à l’aide de miroirs. Un exemple de centrale utilisant un champd’héliostats en France est la centrale solaire Thémis qui a fonctionnéde 1983 à 1986 et fait l’objet d’une nouvelle expérimentation depuis2008. Voir http://fr.wikipedia.org/wiki/H%C3%A9liostat
[4] http://www.morgansolar.com/
Origine :
BE Allemagne numéro 455 (15/10/2009) – Ambassadede France en Allemagne / ADIT – http://www.bulletins-electroniques.com/actualites/60815.htm
Claire Vaille est rédactrice pour la rubrique énergie des bulletins électroniques de l’ambassade de France en Allemagne.

Télésurveillance des installations photovoltaïques
Surveiller en permanence l’état de ses constituants d’une installation photovoltaïque, détecter le plus rapidement possible tout défaut et déclencher, dans les meilleurs délais une intervention de maintenance adaptée accélèrent le retour sur investissement de l’installation et améliorent le Taux de Rentabilité Interne (TRI) de l’exploitation.

Maurice va utiliser l’eau de mer pour refroidir des centres de données infomatiques
L’île Maurice a décidé d’adopter la technologie SWAC pour le refroidissement d’un nouveau centre de données informatiques qui va s’installer sur cette île qui en compte déjà beaucoup.

C’est le moment de migrer vers les réseaux Gigabit Ethernet
Auparavant, le texte représentait la majorité du contenu des sites Web, accompagné ici et là d’une ou deux images. Aujourd’hui, ce rapport s’est inversé : les sites font la part belle aux images animées, vidéos et autres données d’une grande richesse. Ainsi, une étude montre que la taille d’une page Web typique a plus que triplé depuis 2003, passant de 93,7 ko à plus de 312 ko. Selon une étude, la visualisation de vidéos en ligne a bondi de 130 % en un an. Les utilisateurs se servent de plus en plus de leur réseau local pour visionner des clips vidéo et d’autres données multimédias dans le cadre, par exemple, de formation produits ou de présentation de clips institutionnels.

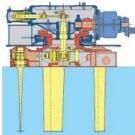
Une résine plus résistante aux frottements que l’aluminium galvanisé
Grâce à l’incorporation de fibres de carbone, de graphite et de PTFE, une résine hautes performances offre une résistance exceptionnelle aux frottement validée par une société spécialisée dans les études tribologiques.Dans la nouvelle génération de pompes à huile à vitesse variable fabriquées par Schwaebische Huettenwerke (SHW), une résine se comporte mieux à l’usure et au glissement que l’aluminium galvanisé. Il s’agit de, l’Ultrason KR 4113 de la gamme de polyéthersulfones (PESU) de BASF qui, comparé à toutes les versions antérieures de résines hautes performances BASF, offre une résistance aux frottements jusqu’alors inédite. Cette propriété est obtenue en incorporant des fibres de carbone, du graphite et du PTFE (polytétrafluoroéthylène). Cette résistance aux frottements a, pour la première fois, été mesurée précisément à l’aide d’instruments ultra-sophistiqués par NanoProfile GmbH, une société allemande créé en 2008 à la suite d’un essaimage de l’institut des matériaux composites (Institut für Verbundwerkstoffe GmbH) implanté à l’université technologique de Kaiserslautern. Elle est spécialisée dans les études tribologiques, c’est-à-dire les essais de frottement et d’usure proches des conditions réelles de polymères hautes performances.
Une grande stabilité dimensionnelle
Alors que le taux d’usure de l’Ultrason E 2010 classique est d’environ 420 (10-6 mm³ N-1 m-1), celui de l’Ultrason E 2010 C6 renforcé de fibres de carbone n’est que de 3,0 et celui de l’Ultrason KR 4113 de 1,5 seulement. Pour le mesurer, les spécialistes de NanoProfile ont effectué des essais d’usure par glissement unidirectionnel basés sur le principe de la » bague contre plateau. »Lors de ce test, un échantillon de matière plastique soumis à une forte contrainte glisse à une vitesse déterminée et sans lubrification contre un élément antagoniste en forme de bague, en acier chromé et trempé. La valeur mesurée correspond à la pénétration du contre-élément dans l’échantillon d’essai. Outre les caractéristiques de résistance à l’usure et aux frottements qui ont été mesurées précisément et confirmées par un organisme indépendant, l’Ultrason KR 4113 offre les avantages de la gamme Ultrason : résistance à l’huile, grande stabilité dimensionnelle et stabilité thermique jusqu’à 200 °C. Ces caractéristiques en font le matériau de prédilection d’applications particulières.
Par Marc Chabreuil

La programmation des processeurs massivement parallèles, pas à pas
David B. Kirk, NVIDIA Fellow et ex-chief scientist, et Wen-mei Hwu, président du développement informatique et électrique du laboratoire scientifique, co-directeur du centre de recherche informatique parallèle et principal acteur du centre de l’excellence CUDA de l’Université de l’Illinois, se sont associé pour rédiger « Programming Massively Parallel Processors : A Hands-on Approach« . Un manuel de 256 pages qui a pour objectif de donner aux étudiants et aux professionnels les concepts de base de la programmation parallèle et des architectures GPU. Publié par Morgan-Kauffman, il explore les différentes techniques pour construire des programmes parallèles et il passe en revue plusieurs cas d’école.
Avec l’informatique CPU traditionnelle, on ne peut plus progresser en performances et les défis du calcul gagnant en complexité, le besoin d’un traitement massivement parallèle n’a jamais été aussi important. Les GPU possèdent des centaines de cœurs capables d’apporter des augmentations de performances sur un nombre important de défis portant sur le calcul. La montée des architectures multi-cœur a suscité le besoin d’enseigner aux programmeurs une nouvelle méthode indispensable : la programmation des processeurs massivement parallèles.
« Je voudrais remercier personnellement David et Wen-mei pour avoir écrit un livre aussi complet et permettre aux générations d’étudiants-programmeurs de comprendre et d’exploiter l’architecture massivement parallèle des GPU « , a déclaré Bill Dally, chief scientist de NVIDIA et ancien directeur du département informatique scientifique de l’Université de Stanford. « En tant qu’ancien professeur, j’ai déjà vu à quel point ce genre de manuel transforme tout un domaine. Je m’attends à voir l’informatique se transformer au rythme de l’inspiration des étudiants, guidés vers la maîtrise du GPU Computing grâce à ce livre ».

2009 Gasification Technologies Conference : l’avenir du méthanol comme carburant
La conférence 2009 sur les technologies de gazéification a réuni début octobre toute l’industrie du gaz à Colorado Springs aux Etats-Unis autour des tendances et des nouvelles avancées du marché. Robert Rapier revient sur la présentation du procédé « methanol to gasoline » (MTG) par Exxon Mobil.
Une nouvelle approche de l’ingénierie assistée par ordinateur
Le logiciel SimulationX modélise l’interaction des composants d’un système multi-physiques pour en simuler le comportement dynamique et/ou statique et propose une solution globale pour la conception et le test de systèmes mécatroniques.
un éditeur ergonomique de code Modelica avec correcteur automatique de syntaxe ; un enrichissement des librairies métiers (nouveau modèle moteur, contact came, engrenage conique…) ; un export du code C sur plateforme temps réel intégrant le solveur à pas fixe de SimulationX ; l’intégration des modèles dans les plateformes de test et de simulation temps réel LabVIEW et NI VeriStand de National Instruments, ce qui facilite et accélère les phases de test et de prototypage, sans pour autant modifier l’intégrité du modèle utilisé. En effet, fort de son positionnement sur le marché de l’ingénierie des systèmes virtuels, ITI a signé un partenariat technologique avec NI, spécialiste de l’instrumentation virtuelle, pour proposer une solution globale de conception et de test de systèmes mécatroniques. SimulationX permet ainsi d’optimiser la productivité du cycle de conception de nouveaux systèmes et de réduire leur temps de mise sur le marché.

Comment Safran adapte sa gestion des FDS aux exigences de REACH
Entrée en vigueur le 1er juin 2007 afin d’assurer un niveau élevé de protection de la santé humaine et de l’environnement, REACH, la nouvelle législation européenne sur les substances chimiques, introduit de nouvelles exigences pour les producteurs et importateurs de produits chimiques en Europe (préenregistrement et enregistrement des substances, modification des Fiches de Données de Sécurité – FDS – pour intégrer, entre autre, les scénarii d’expositions, etc).
La Haute Disponibilité au service de la virtualisation
Une solution de haute disponibilité optimisée à la fois pour les environnements virtualisés critiques et les environnements physiques permet la reprise des opérations en un temps record, que le matériel ou le logiciel soit l’origine de la défaillance.

Le premier sac de ciment biodégradable et compostable
Grâce à sa combinaison exclusive, le BioSac by Calcia bénéficie du label OK Compost qui garantit une décomposition à 96,3 % de sa matière en seulement 12 semaines, et ce, en situation de compostage industriel. Une solution 100 % environnementale qui répond à la cible n° 6 de la démarche HQE des professionnels du bâtiment.
la biodégradation : il s’agit de la dégradation par l’action d’enzymes spécifiques entraînant une modification significative de la composition chimique (avec dégagement d’eau, de CO2, de méthane et de chaleur) ; le seuil minimum de biodégradabilité, en centre de compostage devant être de 90 %, dans un délai maximum de 6 mois ; la fragmentation s’illustre par la décomposition physique de la matière en fragments de petite taille ; les métaux lourds avec la vérification du niveau de présence de certains métaux tels que le mercure, le plomb, le cadmium… l’écotoxicité qui consiste à confirmer l’absence d’effet néfaste sur la croissance des plantes.
Un récupérateur d’énergie marine cycloïdal inspiré des techniques de l’aérospatiale
La NSF (National Science fondation) s’est fait l’écho de la présentation des travaux d’une équipe d’ingénieurs de l’US Air Force Academy faite lors de la 62e réunion annuelle du Département de dynamique des fluides de l’American Physical Society qui s’est déroulée le 24 novembre 2009, à Minneapolis.
Authentification biométrique : visage, voix et paroles vérifiés simultanément
Un logiciel fait appel simultanément à 3 procédures qui génèrent 12 processus de vérification biométrique, avant d’accorder l’accès à toutes les applications protégées par un mot de passe.
L’avenir de notre industrie
Alors que l’industrie occidentale est en perte de vitesse, Jacques Leger livre dans son dernier ouvrage un plaidoyer pour l’innovation et la valeur « client » qui, seules, permettront de se distinguer au plan mondial et propose au lecteur de réinventer l’offre à travers des cas concrets.
Nouvelle révolution industrielle au profit des pays émergeants, crise économique avec ses annonces quotidiennes de fermetures d’usines, aujourd’hui l’industrie française et occidentale, a du mal à faire face à la mondialisation de l’économie. L’ouvrage « L’avenir de notre industrie » soulève des problématiques et donne des solutions pour sortir de l’eau une industrie en perte de vitesse. Son auteur, Jacques Leger, Directeur financier du groupe Valeo, Directeur général de la branche Valeo transmissions, Directeur technique de CarnaudMetalbox, Président des activités Food Europe et Directeur industriel du groupe Alstom, livre ici un véritable plaidoyer pour l’innovation et la valeur « client » qui seules permettent de se distinguer sur l’échiquier mondial.
La mondialisation ne laisse plus le choix : il est temps de réagir et d’agir pour une performance durable de l’industrie, voie dans laquelle cet ouvrage novateur propose d’accompagner le lecteur. Mais comment ? Une alternative s’offre aux industriels :
- réactiver les capacités industrielles par l’innovation, la technologie, la qualité, le travail et le sens de la responsabilité ;
- ou nous battre coût contre coût avec les pays émergents et détricoter le système social construit au cours des dernières décennies.
Créateur d’Operexcel société dédiée à l’excellence opérationnelle, de CVC pour la Création de Valeur Client ainsi que de Kinep dédiée à la formation des Managers européens (afin de mieux comprendre la Chine sur place), Jacques Leger guide le lecteur en lui apprenant à réinventer l’offre à travers plusieurs cas :
- la Logan High tech pour les uns et Low cost pour les autres, illustre l’approche des Lean products ;
- la Global integration propose d’offrir davantage de valeur client par une approche système ;
- le captage et le stockage du CO2 illustre le potentiel de création de valeur environnementale.
Dans chacun de ces cas, l’auteur propose des clés pour l’avenir de l’industrie avec des outils utilisés et appliqués suggérant plusieurs stratégies.

Le développement d’applications robotiques simplifié
Un environnement logiciel unique permet, sans savoir-faire particulier, de contrôler et d’intégrer chaque aspect d’un système robotisé, de la manipulation de pièces détachées jusqu’aux mesures avancées en vision industrielle et aux interfaces homme-machine.

Data Mining et statistique décisionnelle – L’intelligence des données
Le data mining et la statistique sont de plus en plus répandus dans les entreprises et les organisations soucieuses d’extraire l’information pertinente de leurs bases de données, qu’elles peuvent utiliser pour expliquer et prévoir les phénomènes qui les concernent (risques, consommation, fidélisation…). Une tendance qui explique pourquoi Stéphane Tufféry, docteur en mathématiques, en charge de la statistique et du data Mining dans un grand groupe bancaire français , et enseignant de data Mining à l’université Rennes 1 à l’ISUP (Institut de Statistique de l’Université de Paris), vient de publier la troisième édition de » Data Mining et statistique décisionnelle – L’intelligence des données « .

Ruckus Wireles récompensé pour ses innovations en matière de Wi-Fi
En 5 ans, depuis sa création en 2004, Ruckus Wireless a reçu 34 récompenses consécutives, dont la toute dernière, celle d ‘Everything Channel, Centre de tests indépendant du groupe CRN. Le prix »

Comment établir une fiche d’exposition des salariés
Chaque mois, Techniques de l’Ingénieur s’associe aux Editions Tissot, spécialiste depuis 35 ans en droit du travail, pour faire le point sur une question particulière relative à la gestion des risques chimiques (voir l’encadré). Ce mois-ci, focus sur les fiches d’exposition des salariés. Quels éléments prendre en compte ? Quels principes et étapes respecter ? Le point. Trois documents sont associés à la gestion du risque chimique pour permettre une traçabilité des expositions :
- la liste des salariés exposés aux produits chimiques dangereux ;
- la fiche d’exposition des salariés exposés aux produits chimiques dangereux ;
- la fiche des salariés exposés en cas d’incident ou d’accident.
Comment les établir ?
Détails de la procédure
Etape 1 – Etablir la liste des salariés exposés aux produits chimiques
L’employeur doit établir et tenir actualisée une liste des salariés exposés aux produits chimiques dangereux :
- très toxiques ;
- toxiques ;
- nocifs ;
- corrosifs ;
- irritants ;
- sensibilisants ;
- ainsi qu’aux produits cancérogènes, mutagènes et toxiques pour la reproduction (CMR).
Pour établir cette liste, il est nécessaire d’avoir au préalable établi un inventaire exhaustif des produits chimiques de l’entreprise et d’avoir identifié les caractéristiques de ces produits (toxiques, cancérogènes, etc.) sur la base des fiches de données de sécurité et des étiquettes.La liste des salariés exposés aux produits chimiques précisera, au minimum :
- le nom des salariés ;
- le poste de travail ;
- la nature de l’exposition, sa durée, ainsi que son degré, tel qu’il est connu par les résultats des contrôles que vous auriez effectués (ex. : mesure d’air ambiant).
Etape 2 – Etablir la fiche d’exposition des salariés exposés aux produits chimiques
Pour chaque salarié qui figure dans la liste des salariés exposés, l’employeur doit établir une fiche d’exposition contenant les informations suivantes :
- le poste de travail et ses caractéristiques (aménagement du poste, protection individuelle et collective, etc.) ;
- la nature du travail effectué ;
- les caractéristiques des produits utilisés ;
- les périodes d’exposition (date d’affectation au poste, durée d’exposition, etc.) ;
- les autres risques du poste de travail (risque chimique, physique, biologique) ;
- les dates et les résultats des contrôles d’exposition (ex. : mesure d’air ambiant) ;
- la durée et l’importance des expositions accidentelles.
Une fiche d’exposition est également établie pour les salariés exposés uniquement en cas d’incident ou d’accident.Il n’y a pas de périodicité de mise à jour des fiches d’exposition mais étant un outil de suivi des expositions, elles doivent être renseignées au fur et à mesure des expositions successives. Ce sont les caractéristiques de l’exposition qui sont importantes : pour un salarié qui utilise tous les jours le même produit pour la même activité et en même quantité, il sera établi une fiche d’exposition qui précise le début et la fin de l’exposition (date) et les caractéristiques de l’exposition. En cas de changement de produit utilisé, de durée d’utilisation du produit, de protection, etc., il sera nécessaire de mettre à jour la fiche d’exposition tout en conservant l’historique de l’exposition.Les fiches d’exposition doivent être tenues à la disposition du CHSCT.
Etape 3 – Etablir une attestation d’exposition
Lors de son départ de l’entreprise quel qu’en soit le motif (retraite, démission, etc.), un salarié peut demander une attestation d’exposition aux produits chimiques s’il a été exposé. Ce document lui est indispensable pour qu’il puisse bénéficier d’une surveillance médicale à la charge de la Caisse primaire d’assurance maladie (CPAM). Il peut également être utilisé comme élément d’un dossier de reconnaissance de maladie professionnelle. L’attestation d’exposition sera établie sur la base des informations contenues dans les fiches d’exposition. Elle est établie par l’employeur et le médecin du travail.
Notre conseil
Archivez les fiches d’exposition
Le médecin du travail constitue et tient un dossier médical contenant une copie de la fiche d’exposition aux produits chimiques dangereux. Ce dossier médical doit être conservé au moins cinquante ans après la fin de la période d’exposition. La durée d’archivage de vos fiches d’exposition peut donc être calée sur cette durée de conservation.Source : Schémas commentés santé sécurité au travail > Les fiches d’exposition des salariés
Ce sujet vous intéresse ?
– Lisez aussi notre dossier consacré au CHSCT : la réduction des accidents de travail et des maladies professionnelles ;
– Consultez notre article » En cas de doute, le salarié peut-il formuler une demande de visite médicale ? » [demande visite médicale] ;
– Découvrez notre programme formation sécurité et santé au travail.
– Participez à la conférence SGH et FDS étendue… Comment réussir la transition (29 mars 2010)
En partenariat avec les Editions TissotSpécialiste en droit du travail depuis 35 ans, les Editions Tissot vous proposent de découvrir leurs publications en santé sécurité au travail et les conventions collectives relatives à votre domaine d’activité. Découvrez également les programmes de formation santé sécurité au travail.
Exemple de fiche d’exposition
I. Identification
Identification de l’entreprise : ……
Identité salarié (nom, prénom, 5 premiers chiffres du n° de Sécurité sociale) : ……
Identification du médecin du travail et coordonnées du service médical : ……
II. Nature de l’exposition
– Nature de l’exposition chimique : …… (caractéristiques des produits)
– Description du ou des postes : ……
– Dates de début et de fin d’exposition : ……
– Nature des équipements de protection individuelle mis à disposition du salarié : ……
– Description des équipements de protection collective : ……
– Dates, lieux et résultats des contrôles d’exposition au poste de travail : ……
– Nom de l’organisme de contrôle : ……
III. Autres risques
Autres produits chimiques : produits de traitement, colles, produits de finition (présenter les fiches de données sécurité correspondant à ces produits).
Risques physiques : bruit, manutention manuelle de charges.

« Pour les opposants au débat, les nanotechnologies ne sont qu’un prétexte »
Le 23 février prochain, le débat public sur les nanotechnologies prendra fin. Mais pour éviter d’ultimes débordements, elle ne sera accessible que sur invitation. Pourquoi ce débat a-t-il généré autant d’opposition et de quelle nature est-elle ? Dominique Grand, adjoint au directeur du CEA de Grenoble, revient sur les enjeux de cette consultation.
Dominique Grand : » L’opposition émane d’un groupe restreint mais très déterminé et irrespectueux des règles de base de notre société. Par Internet, il mobilise ses réseaux, quelques dizaines de personnes dans les différentes villes où se tiennent les débats. En réalité, ils s’opposent aux fondements de notre société – la libre expression de chacun et à la représentation des citoyens à travers les élections – et les nanotechnologies ne sont qu’un prétexte.
Les opposants sont en partie les mêmes mais les questions sont très différentes. Pour les nanotechnologies, l’opposition porte surtout sur des représentations de science fiction que malheureusement beaucoup de gens prennent au premier degré.
Il existe un questionnement légitime sur l’éventualité d’une toxicité de certaines nanoparticules que les scientifiques cherchent à mieux connaître. Les nanoparticules existant dans la nature en grande quantité, c’est l’introduction de nouvelles nanoparticules, intentionnellement fabriquées, qui pourrait présenter un risque pour les humains et l’environnement. Dans l’attente des résultats d’un travail d’évaluation toxicologique long et laborieux, on applique le principe de précaution dans la recherche, la fabrication et le cycle de vie.
Tout dépend des questions. Les nanotechnologies irriguent des technologies diverses (énergie, médecine, produits grand public) ; c’est donc au niveau des organismes de régulation en aval que des questions éthiques pourraient éventuellement se poser. Ainsi tout ce qui concerne les nano-biotechnologies s’appliquant à la santé humaine est règlementé par les comités d’éthique existants qui doivent maîtriser les connaissances nouvelles associées aux nanotechnologies pour les intégrer dans leurs cadres éthiques voire règlementaires.
Il ne m’appartient pas de porter un jugement sur l’opportunité du débat. Pour nous, chercheurs, il était l’occasion de présenter nos recherches au public et nous regrettons qu’il ait été, en partie, pris en otage.
Ce qu’a fait la CNDP – mettre en accès sur Internet des informations sur la diversité des nanosciences et nanotechnologies – est déjà un grand pas dans la bonne direction. Nos concitoyens peuvent s’y référer et se tenir informés des différentes opinions qui s’expriment sur ce thème.
Il y a eu des réunions, des conférences de citoyens et des débats dans quelques pays d’Europe. Certains, comme les pays anglo-saxons par exemple, ont une ancienne culture du débat, qui leur permet de le mener d’une manière plus sereine et mieux argumentée ce qui permet une démarche plus constructive. En France, nous avons encore quelques leçons à apprendre sur ce sujet.
Un débat ne se solde jamais par un échec car sa fonction est d’informer et de laisser les avis s’exprimer. Ce qui est toujours positif. » Le parcours de Dominique Grand Ingénieur de l’Ecole des Mines de Nancy, Dominique Grand est également Docteur d’Etat en physique (Grenoble). Pendant 25 ans, il mène des travaux de recherche au sein du CEA dans le domaine de la thermo-hydraulique appliquée aux réacteurs nucléaires. D’abord chercheur, il devient ensuite responsable de laboratoire de modélisation et simulation numérique, avant de diriger le service de thermo-hydraulique en charge d’expérimentations et développement de logiciels. Depuis 2000, il travaille auprès de Jean Therme, directeur de la Recherche technologique du CEA et du CEA Grenoble en tant qu’adjoint pour le développement régional (relations avec les partenaires d’enseignement supérieur et de recherche et les collectivités territoriales de Rhône-Alpes) et depuis 2007 sur la mission de dialogue science-société au sein du projet Giant. Parallèlement, il est Professeur Associé à l’IEP de Grenoble. En savoir plus Les deux dernières réunions du débat public qui devaient se dérouler les 9 et 16 février respectivement à Montpellier et Nantes ont été annulées. Elles ont été remplacées par deux ateliers-débats auxquels seront conviés tous ceux impliqués dans cette consultation ainsi que les intervenants prévus à Nantes et Montpellier. Le thème de ces derniers ateliers : l’éthique et la gouvernance, sujet qui sera également enrichi par les réponses des internautes à un questionnaire en ligne. Le public pourra suivre en direct et de manière interactive, les échanges par vidéo transmission sur le site du débat public à partir de 20 heures. La réunion de clôture aura lieu le 23 février sur invitation. Elle sera également retransmise en direct sur Internet. C’est lors de cette réunion que seront présentés et soumis à discussion les points forts qui pourraient être retenus dans le compte rendu du CPDP. Propos recueillis par Anne-Laure Béranger

Des diodes LED révolutionnaires issues de la recherche spatiale
Une jeune société girondine, Luxener, commercialise un système d’éclairage par diodes LED mis au point par des ingénieurs électroniciens, spécialistes de l’électronique spatiale embarquée. Elle offre la réponse la plus avancée en matière d’économie et d’écologie pour l’éclairage public, industriel et commercial.
une faible consommation : à lumière égale, ces LED économisent de 50 à 92 % d’électricité, selon le cas, par rapport à une lampe classique ;
une grande durée de vie : plus de 50.000 h, ce qui équivaut à 10 ans pour un éclairage journalier de 10 h ;
une protection de l’environnement et de l’homme : la lumière des LED Luxener n’engendre aucun dégagement de chaleur et ne présente ainsi ni risques de brûlures, ni risques d’incendie. Leur lumière ne produit pas d’UV, néfastes pour la peau et les yeux. L’absence de mercure dans leur fabrication supprime les éventuelles vapeurs toxiques. Enfin, leur système d’allumage ne génère pas de rayonnements électromagnétiques, contrairement aux lampes fluo-compactes ;
des performances économiques : l’équipement d’un éclairage à LED Luxener s’amortit selon la société en moins de 2 ans, générant 56 % d’économie sur 3 ans.

Un traitement de surface issu des nanotechnologies
Créée en 2005, membre du pôle de compétitivité Mov’eo, Quertech Ingenierie, une entreprise de 17 personnes qui compte parmi ses clients Valeo, Renault, PSA, Hutchinson… a mis au point le procédé Hardion+, une nanotechnologie de surface pour une amélioration exponentielle des propriétés. Ce traitement de surface à destination des métaux, céramiques et polymères issu de la physique des particules apporte notamment des gains en dureté, améliore le frottement et offre aux matériaux une forte tenue à la corrosion.Cette innovation est issue des travaux de Quertech Ingénierie sur la modification de la matière grâce à l’implantation d’ions issus d’un faisceau produit par un accélérateur de particules, pour lui donner des nouvelles caractéristiques. Dans un contexte de raréfaction et de surenchérissement des matières premières, ce procédé permet de réduire la quantité d’alliages coûteux utilisée pour la fabrication de certaines pièces. Sans effet polluant, ce traitement garantit un mode de production respectueux de l’environnement.Hardion+ est un procédé » à froid » de traitement de surface des alliages métalliques, ou des polymères, par implantation d’ions gazeux multichargés, multi-énergies. Il apporte une dureté superficielle jusqu’à une profondeur de 10 µm, une amélioration du frottement, une meilleure tenue à l’usure comme à la corrosion, la durée de vie du matériau pouvant atteindre un facteur 100 :
- dureté : jusqu’à 800 % d’augmentation selon le matériau ;
- élasticité : forte augmentation du module d’élasticité ;
- rigidité : augmentation sensible ;
- corrosion : résistance très fortement accrue ;
- frottement : diminution du coefficient de frottement (0.14 – 0.17).
Quertech Ingénierie met en oeuvre des accélérateurs de particules qui génèrent un faisceau d’ions à même de pénétrer la matière. Le choix des ions implantés permet d’obtenir la formation en surface d’un ré-alliage, d’une amorphisation, d’une nano-restructuration ou d’une réticulation dans le cas des polymères.Hardion+ s’applique à différents matériaux utilisés, notamment dans le domaine du transport pour en améliorer la performance : pièces des industries de l’automobile (motorisation), de la plasturgie (moules), de l’outillage de production (forêts, outils de coupe ou d’emboutissage), de l’horlogerie, de la prothèse, de la connectique… Avec ce procédé, l’aluminium acquiert la dureté de l’acier, le cuivre de la connectique résiste à la corrosion, les élastomères des essuies glaces améliorent leurs propriétés d’essuyage…Les principaux avantages d’Hardion+ sont :
- l’utilisation de différents gaz avec un impact différent sur la surface du matériau traité ;
- la flexibilité et la performance grâce à des équipements légers ;
- le faible coût du procédé ;
- l’absence de modification des côtes de la pièce.
La réduction des coûts de production associée à l’amélioration de la performance constitue pour les industriels un élément décisif pour maintenir leur production en France. Ainsi, Quertech Ingénierie est aujourd’hui présent sur plusieurs plans de relances et sur des projets collaboratifs, parmi lesquels le projet Ribeg porté par Valeo, pour la production de balais d’essuie-glaces plus performants (essuyage, durabilité, bruit).Par Marc Chabreuil
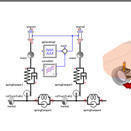
Comment le LHC gère sa ventilation et son refroidissement
Le LHC (

Un logiciel gratuit pour modéliser la CEM des circuits électroniques
Dans le cadre de formations et de leurs activités de recherche centrées sur le thème de la compatibilité électromagnétique (CEM) des circuits intégrés, deux enseignants chercheurs de l’INSA de Toulouse, Alexandre Boyer et Etienne Sicard, ont développé un logiciel gratuit (baptisé IC-EMC), permettant de simuler, d’une part les perturbations électromagnétiques émises par les circuits électroniques et, d’autre part, leur susceptibilité aux perturbations émises par des circuits proches. Ce logiciel en ligne permet, en particulier, de modéliser la CEM des circuits en cours de développement, et de tester d’emblée des solutions de correction, ce qui réduit d’autant la phase de prototypage.
L’usine numérique et la simulation
Dassault Systèmes et Sogeti High Tech viennent de publier en commun un livre dont l’objectif est d’expliquer comment une entreprise peut augmenter ses bénéfices en utilisant des techniques de simulation et d’usine numérique. Les deux leaders détaillent cette révolution en cinq chapitres montrant comment un environnement industriel qui intègre informatique, fabrication numérique, simulation, robotique et production physique n’est pas un simple concept, mais une réalité permettant de réaliser des profits tangibles.